��܈Ť䓽����W(xu��)ԇ�(y��n)̽ӑ
���ٙ�Ŀ�����I(y��)�O(sh��)Ӌ(j��)Փ�� �l(f��)�����ڣ�2010-08-23 16:14 ��ȣ�
����ժҪ��Ӱ���܈Ť䓽�z�y�����غܶ࣬��(d��o)���S���z�y�Y(ji��)Փ�oЧ��������������W(xu��)ԇ�(y��n)ȫ�^�����֣�ȫ�����̽ӑ���M(j��n)���W(xu��)ԇ�(y��n)��(zh��n)�_�Եķ�����
�����P(gu��n)�I�~����܈Ť䓽����ԇ�(y��n)����Ч��
����
����
�����b����܈Ť䓽���һ�N���������ʽ��䓽�Ʒ�N������(j��)��a(ch��n)Ʒ��(bi��o)��(zh��n)Ҏ(gu��)��ԇ�Ӟ�ǙC(j��)�ӹ�ȫ���档�mȻ�a(ch��n)Ʒ��(bi��o)��(zh��n)�����P(gu��n)����ԇ�(y��n)�����Ќ���ԇ���L�ȡ��A�ַ������Ӻ��ٶȵȶ���Щ���wҎ(gu��)���������ڌ�(sh��)�Hԇ�(y��n)�����^�������ڷN�NӰ����أ�ʹ��ԇ�(y��n)�Y(ji��)����Ч����ƫ�ͣ��o�z�(y��n)�����T��㣬�M(j��n)��ҲӰ����ƏV��(y��ng)�á�����ᘌ��@�N��r����ԇ���x�A�ߺ͊A�ַ�ʽ���Ӻ��ٶȡ���(bi��o)����(bi��o)�c(di��n)���y�����ܔ�(sh��)ֵ���s�Լ�������ԇ�(y��n)��Ч�ʵȶ���M(j��n)��ӑՓ�������a(ch��n)Ʒ��(bi��o)��(zh��n)�����P(gu��n)����ԇ�(y��n)������һЩ�ᷨ���M(j��n)һ����ጺ����ơ���Ŀ���Ǟ��������܈Ť䓽�����ԇ�(y��n)����Ч�ʡ�
����һ��ԇ�(y��n)���������Ɇ��}��ӑՓ
����1ԇ�ӳߴ�
������܈Ť䓽���ò���(j��ng)�C(j��)�ӹ�ȫ�����L����ԇ�ӣ����wҪ�����£�
����1��1ԭʼ��(bi��o)��L0
�����b����܈Ť䓽�ٮ��ͽ�����ʽ����Ҏ(gu��)��څϵ�л����ʲ����L������(bi��o)�ಢȡ��(L0=10d0)�����(bi��o)���L��Ӌ(j��)�㹫ʽ�飺
����L0=10d0=11.3()(1)
����ʽ��d0��ԭ����䓽�Qֱ����F0����܈Ť䓽�ԇ��ԭʼ����e��һ������乫�Q�M������e��Ҳ�ɲ����ԷQ�ط���(sh��)�y�M������e��
�����@һ��ʽ�����˘�(bi��o)���cԭʼ����ı����P(gu��n)ϵ������ΦL6.5��܈Ť䓽��ԭʼ��(bi��o)����L0=11.3=11.3=61.3mm��ȡ����70mm���Դ���Ƶõ���Ҏ(gu��)����܈Ť䓽��ԭʼ��(bi��o)��ֵ���������ڱ�l��
����
������1����Ť䓽�ԭʼ��(bi��o)��Ӌ(j��)��ֵ��ȡ��ֵ����mm
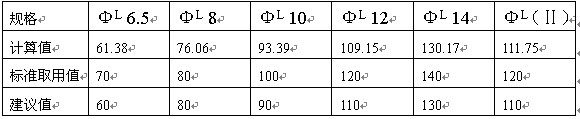
������(bi��o)��ȡ����Ŀ���DZ��ژ�(bi��o)�c(di��n)�C(j��)�IJ������ı�l��֪����(bi��o)����L���ஔ(d��ng)��10d0������ͬ�����L������(bi��o)�࣬�cԭ������ȣ����(bi��o)��Ҫ�L��s6����10�����t��܈Ť䓽����L�ʜy���Y(ji��)����ƫС��(Ҳ��ƫ�ڰ�ȫ��)����ˣ����ñ�l�н��hֵ����ԭʼ��(bi��o)����ӽ���(sh��)�H�Y(ji��)����
������������ԇ�(y��n)�Y(ji��)������Ч�ʣ��a(ch��n)Ʒ��(bi��o)��(zh��n)�н��h��ԇ��ͨ�L���(bi��o)�c(di��n)(��(bi��o)�c(di��n)�g����10mm)��ʹ��ԇ���������ֻҪ��ij��(bi��o)�����(n��i)(�����ڊA�^λ��)���Ҝy�����L�ʷ��Ϯa(ch��n)Ʒ��(bi��o)��(zh��n)��������ж���ϸ�Ʒ��
����1��2ԇ��ƽ���L�Ⱥ͘�(bi��o)�c(di��n)�L��
����ԇ�ӵ�ƽ���L��Lc�˲�С��L0+5d0�����ஔ(d��ng)��1.5��ԭʼ��(bi��o)�ࡣ
��������ΦL6.5ԇ�ӵ�ƽ���L���˲�С��Lc=1.5��ԭʼ��(bi��o)�ࡣLc=1.5×70mm=100mm����ԇ���ڊA�߃�(n��i)�A���L�ȑ�(y��ng)��(d��ng)�ڲ���Ш�ΊA�ߕr(sh��)��(y��ng)��С�ڊA���L�ȵ�3/4����ˣ�����������ԇ����ԇ�(y��n)�C(j��)�ϵĊA�֣�ԇ�ӿ��L����ȡ��܈Ť䓽(ji��)���ż��(sh��)�������w�L�ȑ�(y��ng)ҕҎ(gu��)��ͬ���ڝM������Ҫ���ǰ����ȡ����Сż��(sh��)����ͬ�r(sh��)Ҫ���]ԇ�(y��n)�C(j��)�����ķ����һ�㌦ԇ���L���˲�С��500mm�����ء����Ԯa(ch��n)Ʒ��(bi��o)��(zh��n)�������ԇ���L����ȡż��(sh��)����(ji��)�࣬�Ҳ���(y��ng)С��4����(ji��)�࣬ͬ�r(sh��)��С��500mm���@ЩҎ(gu��)����Ŀ���Ǟ������ԇ�(y��n)�Y(ji��)������Ч�ʡ����ֻҪ���Cƽ���L�Ⱥ͘�(bi��o)���ǰ���£�������ԇ�(y��n)��Ч����ߵ��L�Ⱦ����Բ��á������ڌ�(sh��)�H������ΦL14��ԇ������С��4����(ji��)��ȡ���tԇ���L�Ȳ�С��680mm����һ��ԇ�(y��n)�C(j��)�Ͼ��y���M(j��n)��ԇ�(y��n)��
����2ԇ�(y��n)�l��
����2��1�A�ߵĊA�ַ�ʽ
�����b��Ŀǰ����(n��i)�^�����(sh��)ԇ�(y��n)�C(j��)������Ш�ʹ����A�ߣ��������܈Ť䓽�����ԇ�(y��n)�Y(ji��)��(g��u)��Ч�ʵ͵�һ��(g��)��Ҫ����֮һ�����Խ��h���Ì��ü�(x��)�����ΊA�ߣ����ٲ��ü�(x��)���A�ߡ����ü�(x��)���A�ߵĺ�̎�ǿ������ӊA�ֵľ����ԡ�ͬ�r(sh��)���γߴ�Ҫ����(j��)Ҏ(gu��)��ͬ�����^(q��)�e(�����100kN��300kN��600kN������ͬ��ԇ�(y��n)�C(j��)�A�߳ߴ�)��
�������ˊA����ʽ�⣬ԇ���ڊA�߃�(n��i)�A�ַ�ʽҲ��ʮ����Ҫ�ġ�������ʹԇ������׃���Ľ���λ����ԇ�(y��n)�C(j��)���A�^̎��ͬһ������Dl��ʾ���c��ͬ�r(sh��)߀Ҫʹ�A�^�ĊA�����cԇ�ӽ��|��M���܌��Q����(�@��ԇ�(y��n)�Ƿ�@�óɹ����P(gu��n)�I֮һ)��
����
����
���� 
��������
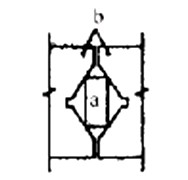
�����D1ԇ�ӊA��ʾ��D
����a----����Ť䓽�b----���ϣ��A��
����
����
����2��2ԇ�(y��n)��(y��ng)���Ҝ�10~35�����M(j��n)��
����2��3ԇ�(y��n)�Ӻ��ٶ�
�����b����܈Ť䓽��njٟo���@�����c(di��n)����䓽���ԇ�(y��n)�r(sh��)�Ӻ��ٶȿ�����ֱ��Ӱ�ԇ�(y��n)�Y(ji��)�����䑪(y��ng)���ٶ�Ҫ����һ��䓽��ԇ�(y��n)���ʣ��˿�����15/(mm2s-1)�ԃ�(n��i)���Ա��C䓽�����������׃���ܺġ�һ��ɲ�ȡԇ���ڏ����A�����ʿ�Щ�����������r(sh��)�������ʵķ�������߹�Ч��
��������ԇ�ӵĔ����ʽ
������܈Ť䓽�ԇ��������ԇ�(y��n)�^���Џĺ��^�����ܵ��S���������ã����������������v�t������̎�ڏ�(f��)�s������B(t��i)����ˣ����Ɖ��ΑB(t��i)(�����)Ҳ������ͬ���ɴ���ԇ�(y��n)�R���ɷ֞���һ��ǔ��̎�s�i�^���@����ڽ����c䓽��S��������ֱ�����һ�˳ʱ��ڠ�������͵�����׃��������һ�����L��Ҳ�^�����^�挍(sh��)�ط�ӳԓ���ϵ��������ܡ���һ��ǔ��̎�s�i�����@����ڽ����c䓽��S����45°б�ǣ��f�����̎�Լ��О�����������B(t��i)(����Ť���ƉĞ���)�����F(xi��n)������Ɖ��Ԡ�t���L�ʾ��^�ͣ������挍(sh��)��ӳ��������ԇ�(y��n)�r(sh��)���ܡ��@�N�F(xi��n)���ڴְl(f��)���ڊA�߃�(n��i)����Ҳ�в�����ԇ�ӵ���Ч��λ���f����܈Ť䓽�����ԇ�(y��n)�ď�(f��)�s�ԡ���ˣ��������@����ԇ�ӵ���Ч��λ����ԇ�(y��n)�Y(ji��)�����L���_(d��)������(bi��o)��(zh��n)���Ҫ��(y��ng)�ж�ԇ�(y��n)�oЧ���a(b��)����
��������ԇ�(y��n)�Y(ji��)��̎��
��������(j��)�����ٲ����Ҝ�����ԇ�(y��n)������(GB/T228-2002)�����P(gu��n)����(bi��o)��L1�y����Ҏ(gu��)����������̎����������(bi��o)����c(di��n)�ľ��x����1/3L0�r(sh��)�t����λ���y����Ӌ(j��)�㣬���Ǯ�(d��ng)��ֱ�y�������������L���_(d��)����(bi��o)��(zh��n)Ҏ(gu��)����Сֵ�r(sh��)���t�ɲ�����λ����߀��һ�l����Ҫ��Ҏ(gu��)���Ǯ�(d��ng)����λ���y����������L��δ�_(d��)����(bi��o)��(zh��n)Ҏ(gu��)����Сֵ�r(sh��)���t��(y��ng)�ж�ԇ�(y��n)�oЧ���������a(b��)�����������ж��鲻�ϸ��@�c(di��n)������܈Ť䓽�ԇ�(y��n)�Y(ji��)��̎���dz���Ҫ����?y��n)����?sh��)ԇ�(y��n)�Y(ji��)���Ĕ��λ����������������(bi��o)����c(di��n)���xС��1/3L0����ˣ����ڮa(ch��n)Ʒ��(bi��o)��(zh��n)���A��A3��2�l��(y��ng)�����a(b��)��飺�������L�ʵĜy������(d��ng)���λ���c�A�߿�֮�g���x������2d0�r(sh��)�����y�õĔ�����L��δ�_(d��)����(bi��o)��(zh��n)Ҏ(gu��)������Сֵ���tԇ�(y��n)�Y(ji��)���oЧ����(y��ng)�a(b��)��ͬ�Ӕ�(sh��)��ԇ�ӵ�ԇ�(y��n)���@�Ӿ��cGB/T228Ҏ(gu��)���f(xi��)�{(di��o)һ�¡�
�����ġ����ԇ�(y��n)��Ч�ʵ�̽ӑ
�����C����������܈Ť䓽�����ܺ�ԇ�(y��n)�����Լ���Ч�ʶ����T���S�C(j��)����Ӱ푣�������ԇ�(y��n)��Ч�ʷ�����о�ʼ�Kδ�Дࡣ����������Ҫ��(y��ng)�ăɂ�(g��)�����M(j��n)�С�
����1ԇ�ӵ��Π���Ƃ�
�����a(ch��n)Ʒ��(bi��o)��(zh��n)Ҏ(gu��)������܈Ť䓽��ԇ�Ӟ�ǙC(j��)�ӹ�ȫ�����L����ԇ�ӡ���������ԇ�(y��n)�ɹ��ʵͣ����h��ԇ���Π���Ƃ䷽������о���
����1��1����܈��ԇ�Ӵ�����܈Ťԇ�ӵĆ��}
����������܈��ԇ�Ӂ�������܈Ťԇ�ӣ�������Ҏ(gu��)���ԇ�(y��n)�C(j��)���v��������ƽ�A�^��ԇ�(y��n)������Ч��Ҳ�^�ߡ���2�г����M��ͬ��ӹ���ʽ(��һ�M����܈�⣬��һ�M����܈Ť��ʽ)����Чԇ�(y��n)�Y(ji��)�������^��
������2��ͬ��ӹ���ʽ���Լ����^
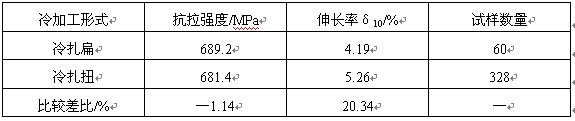
�����ɱ�2���^��֪��������(qi��ng)��ָ��(bi��o)�ЃɷN��ӹ���ʽ�������L��ָ��(bi��o)��܈����ʽҪ����܈Ť��ʽ��20�����ҡ��^ȥ��Щ�^(q��)������܈����ʽ��������܈Ť��ʽ����ԇ�ӣ������ԇ�(y��n)����Ч�ʣ��J(r��n)����܈����ʽ���L�ʷ���Ҏ(gu��)��Ҫ�t��܈Ť��ʽҲ�ɝM��Ҫ�����@�N����������}����܈Ť䓽��ڬF(xi��n)���o����(f��)�z(���F(xi��n)���o���Sȡ��܈��ԇ��)�����҃ɷN��ʽ���������Y(ji��)��(g��u)�еĹ�����B(t��i)��e���h(yu��n)����ˣ��@�N����ԇ�Ӳ��ܲ��á�
����1��2��ԇ�����ֲ��ӹ�̎��
�����^�麆�εļӹ��������@��������ԇ��ȫ�L�����gλ�õı�ƽ�����@һС�ף��˞���ɴ�̎�����������ʹ����ԇ�(y��n)�^�����п���̎�a(ch��n)���^��(y��ng)�����ЬF(xi��n)����ʹ��ڰl(f��)�����п���λ�ã��Ķ������ԇ�(y��n)����Ч�ʡ���3�������@���c���@���ɽMԇ�(y��n)�Y(ji��)����
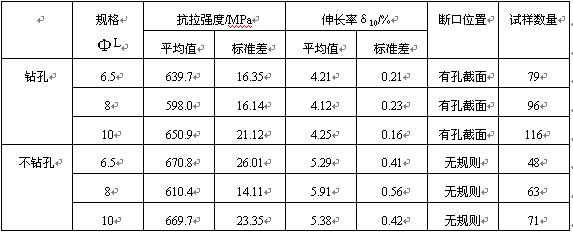
�����ı�3�Y(ji��)����֪���@���mȻ��������������������(qi��ng)�ȵ�Ӱ푲��������NҎ(gu��)��H��4.63����2.03����2.18�����������L�ʵ�Ӱ푄t�^���͵ķ����_(d��)20.41����30.28����21.00�����b��ԇ�(y��n)��(sh��)���^�٣������g���P(gu��n)ϵ߀�o�������ƌW(xu��)�ؽ�����
�����c�@������Ƶ���������ԇ���L�ȵ��������̎��߅���ɂ�(c��)�ӹ�һ�A��ȱ�ڣ�Ҳ�����˽���e���γɑ�(y��ng)�����ЬF(xi��n)��ʹ���λ�û������ڈA��ȱ�ڽ���̎�����C��ԇ�(y��n)����Ч�ʡ��@�N�ֲ���������ķ�ʽ���mȻʹ���λ�����д_���ԣ�����ԇ�(y��n)�y������ָ��(bi��o)�����H�c�����������P(gu��n)��߀�c�A����С���P(gu��n)����ˣ��@�N�ֲ��ӹ�ԇ�ӵķ����mȻ���Ա��Cԇ�(y��n)����Ч�ʣ�����(y��ng)�����ЬF(xi��n)��H��ijһ������F(xi��n)���c��(sh��)�H��܈Ť䓽���r(sh��)������ͬ������ԇ�(y��n)�Y(ji��)������c��(sh��)�Hֵ����(y��ng)ij�N�P(gu��n)ϵҲ�ԟo����(j��)��Ŀǰ߀�o����(sh��)ʩ��
����2��܈Ť䓽�ԇ�ӵĸ��M(j��n)���O(sh��)��
�������Ͽ�֪�����������@�N���ԇ�(y��n)��Ч�ʵ�����Ŀǰ��߀���ڲ��ن��}���A�߸��M(j��n)���y�ȸ���Щ����ˣ��O(sh��)�������܈Ť䓽�ԇ�ӸĞ鎧�^��(j��ng)�C(j��)�ӹ�ԇ�ӡ���ԇ�ӵăɶˊA���L�Ȳ�λ����܈Ťȫ���棬��ƽ���L�Ȳ�λ��(j��ng)�C(j��)�ӹ���ʹ��܈��Č���С��ԭ���ȣ��������ّ�(y��ng)ͨ�^ԇ�(y��n)���_��)������ڡ����ٲ����Ҝ�����ԇ�(y��n)������(GB/T228-2002)�а���ԇ�ӣ�ʹ֮���ԇ�(y��n)��Ч�������挍(sh��)�������ϵ����ܡ�
����
����
���������īI(xi��n)
����1GB/T228-2002���ٲ����Ҝ�����ԇ�(y��n)����
����2JG3046-1998��܈Ť䓽�
����3JGJ115-2006��܈Ť䓽��������(g��u)�����g(sh��)Ҏ(gu��)��
����
����(bi��o)�}����܈Ť䓽����W(xu��)ԇ�(y��n)̽ӑ
�D(zhu��n)�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/gongyesheji/1623.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:105
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��(g��)...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r(sh��)�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ��(b��o)���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)Ӌ(j��)Փ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅ�(d��ng)��Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)Ӌ(j��)Փ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)