900��݆ʽ�\��܇�P(gu��n)�I��ˇ���|(zh��)������
���ٙ�Ŀ�����I(y��)�O(sh��)ӋՓ�� �l(f��)�����ڣ�2010-08-23 16:34 ��ȣ�
����ժҪ�����ĺ�Ҫ��B��900��݆ʽ�\��܇�v������ļӹ���ˇ������ǰ���A(y��)��̎�����v���M���M��ʩ��ԭ�t�Լ��D(zhu��n)�������Ҫ���������칤ˇ��
�����P(gu��n)�I�~���ӹ���ˇ���P(gu��n)�I�������칤ˇ������
����
�����鱣�C���F��˾���_900t݆ʽ�\��܇�Ŀ�M���ͬҪ��˾�����˼����g(sh��)�O(sh��)Ӌ����ˇʩ�������a(ch��n)�����һ�w��900t݆ʽ�\��܇�Ŀ���Ա㼰�r��Q�����^���г��F(xi��n)�Ć��}��ʹ���ƹ���형�����ݡ�
�����O(sh��)Ӌ�ļ���ɺ�ˇ�ˆT����(j��)ʩ���D���������еġ������ˇ���̡���ᘌ��P(gu��n)�I����ĸ��ԽY(ji��)��(g��u)���c�Լ�����Ҫ���ƶ��ˡ�䓽Y(ji��)��(g��u)���칤ˇ�������P(gu��n)�I�㲿���C�ӹ���ˇ�������D(zhu��n)��ܽM�b��ˇ������Һ��ϵ�y(t��ng)����Ҏ(gu��)�t�������\��܇�M�b��ˇ���ȶ�N������칤ˇ���Ķ���Q�������^���е����y�c�������ˮa(ch��n)Ʒ�|(zh��)����
����1. 900t݆ʽ�\��܇��ˇ���t
����1.1 �\��܇���쑪(y��ng)��������(j��)ʩ���D��ʩ����ˇ�M�У����O(sh��)Ӌ��ˇ�ĕr��߀��(y��ng)��(zh��)�кϷ��O(sh��)Ӌ��ˇ��׃�ļ���
����1.2�\��܇������䓲ġ����ġ�Ϳ�b���ϼ��o�ϵȑ�(y��ng)�����O(sh��)Ӌ�ļ���Ҫ��ͬF(xi��n)�И˜ʵ�Ҏ(gu��)�����I(l��ng)�õIJ��Ϟ��M�S��Ҏ(gu��)����(f��)�z�IJ��ϡ�
����1.3�\��܇���켰��ձ��ʹ�ý�(j��ng)Ӌ���z���ϸ��Ӌ�����ߣ�����Ҏ(gu��)���M�в���������ˆT��(y��ng)���C�ύ���
����1.4�����ӱ��Ŀʩ������Ҫ�����ˆT����횾����м������ϼ��g(sh��)ˮƽ�������Ϥʩ����ˇ�������C�ύ���
����1.5�\��܇���켰��˜ʣ�����(zh��)�С��F·䓘�����Ҏ(gu��)������TB10212-98���͡�䓽Y(ji��)��(g��u)����ʩ���|(zh��)�����Ҏ(gu��)������GB50205-2001����Ҏ(gu��)���⣬߀��(y��ng)���χ��ҬF(xi��n)�е����P(gu��n)�����Ԙ˜ʵ�Ҏ(gu��)���ͱ���ˇ�����P(gu��n)Ҏ(gu��)������ʩ���D��գ���Շ����(zh��)���ԙz�����z�͌��z�ƶȡ�
����2. 900T݆ʽ�\��܇�ׂ��P(gu��n)�I����ˇ
����2.1�����Y(ji��)��(g��u)���칤ˇ��
����900t݆̥ʽ�\��܇䓽Y(ji��)��(g��u)������Ҫ�пv���͙M���ɲ��ֽM�ɡ��Y(ji��)��(g��u)Ҋ�Dʾ��
���� 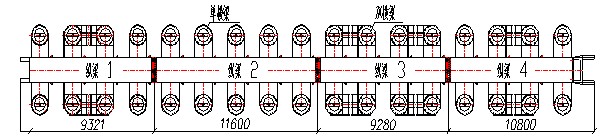
�����v��ȫ�L41.001m���O(sh��)Ӌ�֞�4��(ji��)�����죬��(ji��)��֮�g�O(sh��)Ӌ���ßo�g϶�B�ӣ���ƴ�Ӱ�˨�Ӟ�һ���w���v�������B�ӺY(ji��)��(g��u)����?li��n)��������϶����ֵ100mm��
�����v����������νY(ji��)��(g��u)�����w��(n��i)�����и��塢�v������ӏ���ȣ��v���ɂ�(c��)���Q���ÆΙM��18�����p�M��8�����M������������Ρ��M����һ��ͨ�^���m�c�v����˨�B�ӡ��M�������w�巨�m�c����݆�b���B�ӡ�
�����˽Y(ji��)��(g��u)���|(zh��)����Q345C��
����ᘌ����νY(ji��)��(g��u)�ĺ���Ҫ���Լ��v���Y(ji��)��(g��u)������Ҫ���ƶ����P(gu��n)�I�c�����칤ˇ��
����2.1.1���v������ļӹ���ˇ
������M��Y(ji��)��(g��u)��?li��n)϶��������ֵ100mm������������Ĺ�(ji��)�ο��Lƴ�������w���ϣ�ʹ�Ĺ�(ji��)���B�Ӻӿڳߴ硢�϶ȷ��ψD��Ҫ��
�����������w���Ϸ�����4�����E�M��
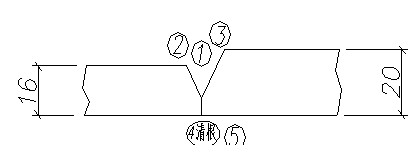
����1�����ι�(ji��)�θ��匦�ӡ��v����(ji��)��2����(ji��)��3�ĸ�������t=16��t=20���NҎ(gu��)�ӽM�ɡ�����ȷքe�������ԄӺ����ӿv����(ji��)��2����(ji��)��3�ĸ��塣
���� 
��������24С�r����̽���z�顣�ϸ���{(di��o)ƽ���Ӳ�λ��
����2�����Ĺ�(ji��)�θ��忂�L���ӡ������L�ȴ���40m������ƽ�_������ƽ�_��ƽ����1��4��(ji��)�εĸ���������ƽ�_�Ͻ��L��ÿ����(ji��)���L���ʲ�+2+1�����匦�����N�o�g϶���M���c�̺�������24С�r����̽���z�顣�ϸ���{(di��o)ƽ���Ӳ�λ��
����3��������(ji��)�θ���(li��n)�ӿ����졣�Ը��幝(ji��)�Ό��ӿp����ʣ�����ˇ�Č�λ�����Ì���ģ�匦���@���幤ˇ�ס��ù�ˇ�B�Ӱ�Ѹ���(ji��)�θ����B�Ӟ�һ���w����ˇ�B�Ӱ��c����ÿ��(c��)����2���_ᔶ�λ��
����4�����Ĺ�(ji��)�θ������w���ϡ��ڽ��L�ĸ����ϣ����D�ڸ����߅�������w�����и����Ҫ������϶ȼ��A(y��)���ӹ������и������(j��ng)�z��ϸ�����ۘ�ӛ�������ԄӾ����и����ϣ��������w�и���ɣ��M�гߴ�z�飬����и�߅����������������w�R��ȡ�
����2.1.2������ǰ���A(y��)��̎�����˽Y(ji��)��(g��u)�Č��Ӻ��p���Ǻ��p������ǰ�����c�̺�����Ҫ�M���A(y��)�ᡣ
�������20��35mm��䓰壬�A(y��)��ض�70°C��80°C��
�������≥40mm�r���A(y��)��ض�100°C��110°C��
�����A(y��)�᷶���麸�pȫ�L�ͺ��p�ă�߅��ÿ߅�A(y��)�ጒ���ǰ���4�����������^100mm��
�������20mm��䓰壬���h(hu��n)���ضȵ���10°C�������ضȵ���10°C���r�����Ӆ^(q��)��Ҳ��(y��ng)�A(y��)�ᣬ�A(y��)��ض�20��30°C��
��������ǰ�������Ӳ�λ�����ຸ�p50mm�������M�Мy�أ��_��Ҏ(gu��)���Ĝض�Ҫ�ſɺ��ӡ�
����2.1.3���v���M���Mƴʩ��ԭ�t��
����1)���Mƴ�r����λ����(y��ng)���Q�O(sh��)�ã���λ�����L��50��100mm���g��400��600mm,��λ���ĸ߶Ȳ��˳��^�O(sh��)Ӌ���ߵ�2/3�������S�К���Ѽy����λ����(j��ng)�z��ϸ�ſ��M�к��ӡ���λ���ĺ��Ӳ����c��ʽ���ӵIJ�����ͬ��
����2)�����Ⱥ����弰��������ęM�p�����M�пv�p�ĺ��ӡ�
����3)���ڽM�b�õĘ�(g��u)����ʩ����������������������ɶ��M�С������κβ�λ��������횳�ƽ���á�������ô�������ô���ӵğoҎ(gu��)�t������ʩ����(y��ng)���������I(y��)ָ��(d��o)��Ҏ(gu��)���ą���(sh��)�����ӵ���(sh��)�M�к��ӡ�
����2.2���D(zhu��n)�������Ҫ���������칤ˇ
����2.2.1���Ą�݆�S
�����Ą�݆�S�Y(ji��)��(g��u)�����S�c�S�������Ӷ��ɣ��S�IJ��Ϟ�35CrMo���亸�������^����˼ȱ��C���Ӻ��S���{(di��o)�|(zh��)Ӳ�Ȳ��½�����Ҫ���C���ӟoȱ�ݣ����������¹�ˇ��
����1������܇����܇�S�ĸ���ֱ������������3��4mm�����ǡ��@�Dz��������
����2����̽����̽���z���S�����������κ�ȱ�ݡ�
����3������̎�����{(di��o)�|(zh��)HB220��250.
����4)���뾫܇�����DҪ��뾫܇��
����5�����M�����M���S��(li��n)�Ӱ塢�S���������ӕr���A(y��)���_Ҏ(gu��)��Ҫ��
����6��������(y��ng)���������ӑ�(y��ng)��̎����
����7����̽����̽���z�麸�p���������κ�ȱ�ݡ�
����8������܇����У���S���ں��Ӯa(ch��n)���ď������پ�܇�S�����_�DҪ��ע�⾫܇�r��ƽ���أ���
����9����㊣���S���I���_�DҪ��
����10�������������S���Ğ���ʣ����S�������ľ����@����
����11�����M�ף�У���������M���������_�DҪ��
����12�����Q�������@�ס����z�_�DҪ��
������ĥ��������߅ë�̣��M��M�b��
����2.2.2���D(zhu��n)��ܡ��u�[��(li��n)�ӿļӹ���
�����D(zhu��n)��ܡ��u�[�ܵ�(li��n)�ӿ����������Č�λ���ȸߣ���Ҫ�����ڻ��Q���b����˾����Ì���ģ���@������߹�Ч���C�|(zh��)����
����2.2.3���D(zhu��n)��ܓu���c�[�S���b��.
�����D(zhu��n)��ܓu���c�[�S���b����^ӯ��ϣ��鱣�C�b��Ŀ����ԡ��ɿ��ԣ�������Һ����ӷ��M���b�䣬�^ӯ��������0.10��0.13,�b���z���b���Ƿ�λ,�������֏�(f��)���غ��M���µ��b�䡣
����3 �|(zh��)������
���������ҹ�˾��Ҫ���Ŀ�����Ŀ����(j��ng)�����^����(j��)�䡶ʩ���M���O(sh��)Ӌ���Լ��P(gu��n)�I��ˇ������Ҫ�����͙z������ƶ��Լ���(zh��)����r�������Ŀ�����|(zh��)�z���̎����^�S�r���F(xi��n)���P(gu��n)�I��������ˇ�z�飬���C��ˇ�ć����(zh��)�С�
����1������Ŀ�F(xi��n)���O(ji��n)�����O(sh��)Ӌ���̎��M�������P(gu��n)�P(gu��n)�I��ʩ������ļ��g(sh��)�о�������Ҫ��Qʩ�����S�r���F(xi��n)���P(gu��n)�I��������ˇ�ȷ���Ć��}��
����2�������ύ��o�ɡ���Ҫ�ǽM�������ӵȲ����ˆTҪ�M���ύ�ǰ�Ŀ��ˣ��ύ�ǰ���M������Փ��ԇ�͌������ˣ��ϸ����ύ���ʹ���p�z�ӹ��z�b��z��һ�κϸ����_��95%���ϣ��Ķ����C���̵��|(zh��)����
����3���ӏ����g(sh��)�����ˆT�ĘI(y��)��(w��)����Ӗ(x��n)����Ҫ���Ŀ��(j��ng)������Ŀ���������Ӽ��g(sh��)�ˆT���|(zh��)�z���g(sh��)�ˆT���y���ˆT���O(sh��)����Ϲ����ˆT�ȘI(y��)��(w��)���ˣ��Լ�����F(xi��n)��ʩ����������ߡ�
����
�����}��900��݆ʽ�\��܇�P(gu��n)�I��ˇ���|(zh��)������
�D(zhu��n)�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/gongyesheji/1625.html
���P(gu��n)���}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:105
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��...�P(gu��n)ע:192
�y�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
���H������Ҫ�˽�Ć��}����P(gu��n)ע:58
���������ܷ��u�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ���Y����Ҫ�D(zhu��n)�d��Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)ӋՓ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)ӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)