�Ϻ����H���[����䓽Y��ʩ�����g
���ٙ�Ŀ�������OӋՓ�� �l�����ڣ�2011-04-14 08:05 ��ȣ�
�������U�L����λ=μh/i=1.8×1500/15.78=171��μ�鿼�]���w�������UӋ���L��ϵ������̎ƫ�ڰ�ȫ��ȡ1.8��
�������]����(���w�������ֲ�����)�����U���d����N=ΨAfc=0.246×489.3×215=25879N
������픲����d��ԓ�������^���й���12̎�p�ۼ����c�������d���������d��8×1.2t��9.6t��
�������Ӱ�ȫ���ϵĵ������ۼ��������������ۼ���ͬ���õij��d����1.5t���ۼ����������d����8×1.5t��12t��˱�����֧�ܷ�����ÿ��ǧ��������������10t�ǰ�ȫ�ġ�
������2��ˮƽ�U���d��
����ˮƽ䓹ܵĽ���e��489.3mm2��mm3��I��121805.3mm4��ƫ�ڰ�ȫ�ذ��ο纆֧��Ӌ�㡣���M䓹ܳГ�36000N��䓂����ļ����������ڙM�ܿ�Ȟ�400mm���ʰ��������dӋ�㡣
�������������p�M�U�Г�����˲�ȡ�����әM�U�g���Oһ���Q�U��������һ�ӵęM�U�ϼ��Oб�ΗU��
�����@�ӣ��M䓹ܵ���������12000N���������M�㡣�C�Ͽ�Ҋ����̥�ܷ�����ȫ�ɿ���
����3�B�ӏd���䓽Y�����b�_�ּܴ��OҪ��
�����B�ӏd�_�ּܴ��Oʾ��D���D3
����
�����D3
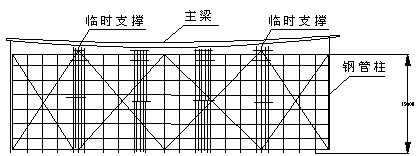
�����M���_�ּ����U�g��1.5*1.5m���M�U�g��1.5m��֧���ż����U�g��400*400mm�����ö̙M�U���ܣ�֧���ż܌���1.2m���߶Ⱦ��x��������150mm���ɣ��O��λ�Þ��������1/4̎��һ��֧���żܡ��_�ּܴ��O��������Ҏ���M�У�����φ48*3.5mm�Ę˜�䓹ܿڼ����O���_���|����
����3.1��ڏd�_�ּܵĴ��OҪ��
���������̾W�ܰ��b���ô��O�M���_�ּܣ����_�ּ���ɢ��ԭλƴ�b�ķ����M��ʩ����������λ�ڵ�ƺ������O���U�g��2��×2��,�M�U����1.8�ף����ڳ�����˨��λ�g��400mm�M�м����O��,�M�U�����U֮�g���O�ü����Σ�ʹ���܉��B�Ӿo�ܡ�
����11�߶Ȳ���ƽ�_���M�Ќ��_�ּ��M�м���̎�����g��250��400mm����������M���h�ʣ��_�������ˆT���ߵ�Ŀ�ġ��_�ּ��þo�̿ۼ��B�ӣ��B������ֵ����_���_�ּܲ���Ҫ��������λ�������_�ּܣ��Ԝp���������У��_����ȫʩ����Ŀ�ġ�
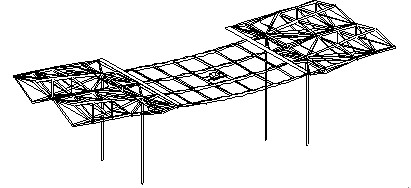
����4չ�^���w��ܰ��b
����4.1�����ܰ��b
����ÿ�������17����μܼ��ҹܽM�ɣ����μ�ƴ�b���κ��\�����b���ȣ������������b�����O�õ�֧�μ����R�r�̶���һ����μܵ��b�R�r�̶����S�����җUһ�����M�T䓼��������c�ϣ���һ�˄t�R�r�̶����ż��_�ֹ��ϣ�Ȼ���ٌ���һ����μܵ��b��λ���c�җU�B�ӣ��������μ�֮�g���ҹܵ��b��λ֮���M�Мy��У�����R�r���ӡ�����ܶ���ʼ��ֱ��������ȫ�����b�ꮅ��
����4.2�����ܰ��b���
�����Ȱ��b�в�������μܼ�֮�g�ҹܣ��ɴ˽M��һ�����b��Ԫ������ԓ��Ԫ��ɶ������M�а��b��ֱ����������ɡ�
����4.3չ�^���w��ܵ�ʩ��
����12̖չ�^��16����ܽM�ɣ�13̖չ�^��17����ܽM�ɣ���������֮�g�����ò��ʽ�ߏ���˨�B�ӣ�ʩ�����в���8�͡�9�S�����߅��1�͢�/���S�M�а��b����8�͡�9�S���ϵ�����ͬ��ʩ����������8→��1�S���͡�9→��/���S������ֳܷɃɂ����I�^ͬ���M�а��bʩ����ÿ����ʩ���s8����������ɡ�
����5�B�ӏd���䓽Y�����b
�����B�d䓽Y�����b������܇���c�����Y�ϵķ������b�������C�������֮�Ȳ������C���b�������C�������֮�����50���Ď����M�е��b���B�ӏdʾ��D���D4��ʾ��
����
�����D4
�������ψD���Կ������B�d��Ҫ���ĸ����������n�������ɣ����b�r�Ȱ��b���g�ɸ��������S�����b�c֮���B�������Ա��C�Y���ķ����ԣ����gһ�簲�b�ꮅ�ٰ��b�c߅�σɸ����������r���b�������γ����w�Y����
���������L���_32�ף��ɶ��c�����οո������B���������B�ӹ��c���T䓼��������ڹ��S�ֶ��������\ݔ�����جF��ƴ�b�������M�е��b�����b�r������O�M���_�ּ������R�r֧�μ�����ƽ�_����֧���c��λ������̎����
����6 䓽Y���F������ʩ��
����6.1����Ҫ���f��
�����������������ЗU���c���c�Č��Ӻ��p��ȫ�����p����һ�����p�˜ʙz����H�ͽ��漰�������������c������B�Ӻ��p�鲿�ֺ����p�������Ҫ���ڸ�����80%(��������������ƿں�����H�ͽ�����p���¿ں�),����100%��̽������Fȱ�ݵ���ȑ����^Ҏ�����
����ᘌ������̵�Ҫ�������������ƴ�b�r��Ҫ����CO2���w���o�����߿�ƴ�b�������ֹ�늻���������ᘌ������̲��|���ú��Ӳ����c���ӷ�����
����6.2�F������ʩ��
����6.2.1����ǰ�ʂ乤��
�����ٙz�l���|�塣���l��횷���Ҫ����Ҫ����������ڂ}��ȱ��ָ�����l��ˎƤ���Є��䡢׃�|���۹����ܳ����P�ȶ�����ʹ�á��r�呪��Ҏ����Ҏ�������ӹ������C��ߴ磬�¿�Ҫ���Ϙ˜ʡ�
�����ڙz�鹤�ߡ��O�䡢�Դ�����C��̖�ʴ_�����CҪ��ã���Ҫ�Ĺ���Ҫ����Rȫ�������O��ƽ�_�ϵ��O�����Б����ϰ�ȫҎ�����Դ��·Ҫ��������ȫ�ɿ�����Ҫ�r�b�÷����������ȷź��O��ƽ�_���_���ܺ������в�λ��
�����ۺ��l�A���ɣ����lʹ��ǰ����300—350��ĺ���Ⱥ���2h��Ȼ����100��ض��º�ر��档���l���������Ƶľ���120�汣�ع��ܵı���Ͳ�ȣ��S���Sȡ�����^4h���l��횏��º��࣬����ʹ�Ýl��
�����ܙz���¿ڳߴ��Ǻ����е��P�I�����ȫ���M�Йz���Ҫ�r�M���������¿ڽ��z�������������к��p�Č��H�ߴ簴������̖�L�ƈD�������������������H��rӋ�㣬�Դ˰����΄պͽM�����ӡ�
����6.2.2 ĸ���A��
���������̴����ĺ��ӽ��^���T䓼��c�o�p䓹ܽ��^���T䓼������׃���棬�ں��^���¿�̎�ں�>30mm���T䓼���ǰ��A�ᡣ����ǰ���ں��c�p�ⲻ����75mm̎���y�A��ضȣ��_����ض��_�����^��Ҫ�����ͼӟ�ض�(100��)���A��ɲ�������Ȳ���棬�ضȜy�����Üy������y�عP�����g�ضȑ��������A��ضȡ�
�����}���Ϻ����H���[����䓽Y��ʩ�����g
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/jianzhusheji/8281.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^