�մɲ���ĥ������ԇ��о�
���ٙ�Ŀ���V�IՓ�� �l�����ڣ�2010-08-25 17:24 ��ȣ�
����[ժҪ]�����ڿ��Y�F���о��ɹ��Ļ��A�ϣ��������մ��M���˸�Ч��ĥ��ԇ��о���Ԕ���ط�����ĥ��������ɰ݆���ٶȡ�����ĥ����ȡ������_�ٶȵȌ������X�����ַ�������䆃ɷN�����մɲ��ϸ��ٸ�Чĥ������Ӱ�Ҏ�ɡ�
����[�P�I�~]�����մɣ���Ч��ĥ��ĥ������ԇ��о�
����[�ЈD���̖]TG7
��������
�������^��ʮ��İlչ�������մ����䃞Խ��ʹ�����ܣ��ѱ��V�������ڸ��N���I�I����������һЩҪ���ߜء����g����ĥ�p�Ĉ��ϣ��մɲ��ϵđ��Ãrֵ�@��Խ��Խ��Ҫ���մ�����һ�N���̲��ϣ����и�Ӳ�ȡ��߿������ȡ���������ĥ�Ժ����g�ԡ��ߜ����ȱ��ֲ�׃�Լ����ܶȺ͵͟���Ûϵ�������c��Ŀǰ�����V�������ں��պ��졢������܊�¡��Cе���������Լ�����������I���մɲ��ϏV韵đ���ǰ���͏��s�ļӹ����ԣ���Ҫ���մɵ�ĥ���ӹ��^���M��ȫ���������˽⡣Ŀǰ���l�_������¡��ա�����Ӣ�ȇ��dz���ҕ�����մɵ��_�l�����á�80����ԁ�����������Ͷ�˴������Y�����������մ�ĥ���IJ���ȥ���C����ĥ��������ĥ�����������Ե�Ӱ����ء���ͬĥ���l�������ĥ�������ȶ�涼ȡ���˷e�O���о��ɹ���
����Ŀǰ���մɼӹ���������Dz��ý���ʯɰ݆�M��ĥ���ӹ������ڹ����մɵ��g�Բ��㣬����ĥ���r�Ŀ����ܴ�֮��������ĥ�ԣ��Ķ���ɹ����մɲ��ϵ������ӹ��Ժܲ���aЧ�ʵͣ��aƷ�ɱ���[1]����Σ������մɵ�Ӳ���ԣ��ӹ�����ɵı���́�����p��������ʹ���մ�Ԫ���ď��Ƚ��͡���ˣ����˽������մɲ��ϼӹ��ɱ����ڵõ��M��Ҫ���ĥ���|����ǰ���«@�ñM���ߵ�ĥ���ʣ�Ŀǰ������Ҫ���ڹ����մɵĸ��Nĥ���ӹ��^���и���������J�R�������ڮ�ǰ�����մɵ�ĥ����Փ�о����A�ϣ����մɲ����ڸ��ٸ�Чĥ���l���µ�ĥ���������M���˜y�����ҳ���ͬĥ���������մɱ��F��ĥ����׃��څ�ݡ�
����һ�� �����մɵ�ĥ���C��
��������ȥ���C��һ��ɷ֞���Ԕ��Ѻ�����׃�����������о��ж�ָ���˲��ϴ���ȥ�����մ�ĥ�����Ҋ����ȥ����ʽ[3]��
�����ڴ���ȥ���r�����ϵ�ȥ����ͨ�^��϶���Ѽy���γɺ͔Uչ���������Ѻʹ��ԉ���팍�F�ġ��մ�ĥ���еIJ��ϴ���ȥ����ʽ��Ҫ��ָ���ϴ�������ȥ���Ͳ��ϴ��ԉ���ȥ���ȷ�ʽ�����ϴ�������ȥ�����մɲ���ĥ����ʮ����Ҫ��ȥ���C����ָ��ĥ���^���Юa���ęM��͏����Ѽy�Ⱥ��^�Ѽy�ĔUչʹ�������с�ȥ�����ϣ�ʹ���������������Ĺ���������Ó���l�����ϵľֲ����䡣���˲��ϴ���ȥ����ʽ�⣬����ȥ��߀�Ͳ��ϴ��ԉ������P��ĥ��ǰ�˺͵���IJ��ω�������DZ����ƽ�摪���ͼ��Б����ֲ�����ĸ��N��ʽ�ƉĵĽY�������ω���Ҳ�����DZ���ĥ���������B�m���Ѽy�ֲ�Uչ��ı��F��ʽ[5][6][7]��
�������˙M���Ѽy���ѣ����䣩��ʽ�⣬���ϴ���ȥ��߀�����飨���ѣ����P��ĥ��ǰ�˺�������IJ��������DZ���A�ܑ����ͼ��Б����ֲ�����ĸ��N��ʽ�ƉĵĽY����
�������� �����մɵ�ĥ����ԇ�
����2��1 �����x��
���������մɰ����ķNܶ࣬�������ϵIJҲ���^�����������X�Ͳ��ַ�������䆣�PSZ���ǃɷN���õĹ����մɡ�
�����ɷN���ϵľ��w����Ҋ�±�[2]��

����2��2ԇ��O�估�l��
����ԇ��ں��ϴ�W���Ҹ�Чĥ�����̼��g�о����ĵij�����ƽ��ĥ������_���M�С�����_��Ҫ���g�����飺���S����40KW������D��20000r/min������SBS4500��ƽ��ϵ�y��ɰ݆�M�Ќ��r��ƽ�⣻�����_��늙C����5KW��
����ĥ���^���в���Kistler9257BA�͉�늾��w�y���x���r�y��ĥ������ĥ������̖�ɘ���PCI6115�Ͳɼ�����������Мy��������̖������ģ�D�Q������PC�C���������Ĕ���̎��ܛ���M��̎���c������ԇ������õ�ĥ�����y��ϵ�y���b��ʾ��D��D2��ʾ��
���� 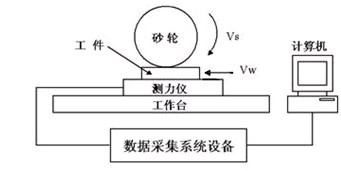
���� �D1ĥ�����y��ϵ�y�b��ʾ��D
��������ԇ�Y��������
����ĥ������ĥ���^��������Ҫ��������������ӳ��ĥ���^�̵Ļ������������u�r���Ͽ�ĥ���Ե�һ����Ҫָ�ˡ�ĥ�����c�������ܺ��@�Y����ĥ��������ɰ݆���ԡ�����ȥ���C���ȶ����������Pϵ[4]��
����1��ɰ݆���ٶȌ�ĥ������Ӱ�
���� 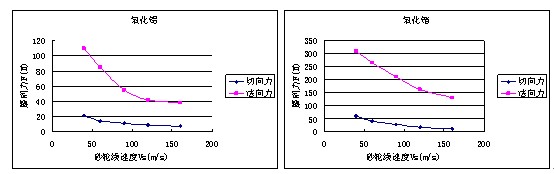
�� ���D2ɰ݆���ٶȌ�ĥ������Ӱ�
����ԇ���������_�M�o�ٶȞ�2400mm/min��ĥ�����0.5mm��
�����D2�@ʾ���Sɰ݆���ٶ�vs��׃��������ĥ����Fn������ĥ��Ft׃������r�����Կ�������Mԇ��е�Fn��Ft���Svs����������{�pС��Fn��׃��څ�ݲ���Ft�@������Ft���½�څ�݄t��vs�^��r׃�þ�����
����2�������_�ٶȌ�ĥ������Ӱ�
���� 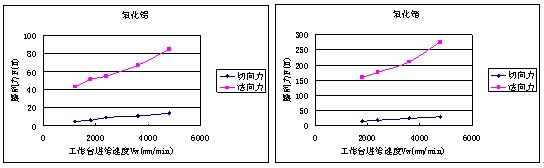
�� ���D3�����_�ٶȌ�ĥ������Ӱ�
����ԇ����ɰ݆���ٶȞ�120m/s��ĥ�����0.5mm��
�����S�����_�ٶ�vw��׃������������ĥ����׃������r��D3��ʾ����Mԇ��Fn��Ft���Svw������һֱ�������õ�څ�݆��{��������Ҋ�����_�ٶȌ�ĥ���������Ƿ���ĥ����Fn��Ӱ푳̶��^��
����3�����ĥ������Ӱ�
���� 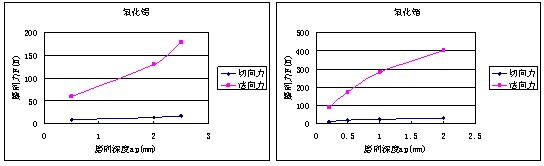
�� ���D4�����ĥ������Ӱ
����ԇ����ɰ݆���ٶȞ�120m/s�������_�M�o�ٶȞ�2400mm/min��
��������ap��׃����ĥ������Ӱ��ڈD4���w�F����D��ʾ��Fn��Ft���Sap��������{��������������ĥ����Ft�Ա��^������څ�݆��{������������ĥ����Fn�S����ap�����Ӷ�������څ�݄t���^�@�����������ͬ�r��������Чĥ�������и����ĥ���c��������l�����棬����mȻÿ�wĥ�����ܵ��d��׃�������^С��������ĥ�������@�����ӡ�
�����ġ��YՓ
����1���ڸ�Ч��ĥ�l���£�ĥ�����S�����_�M�o�ٶȺ���������Ӷ����ӣ����s�Sɰ݆���ٶȵ��������½���
����2����Ч��ĥ�l���£�ĥ���������N�M�o����Ӱ푶��ܴ��nj�����ĥ������Ӱ푴�������ĥ������������ĥ������Ӱ푣���������ø���
����3��ĥ������䆕r��ĥ����������ͬ�l����ĥ�������XҪ��ܶ࣬׃��څ��Ҳ���죬�@�����ɃɷN���ϲ�ͬ�IJ�����������ġ�
����
���������īI
����[1]�ξ��ģ����ʿƣ�ʷ�d��.�y�ӹ�����ĥ��[M].�������������I�����磬1999
����[2]��־�ƣ��߷e�����̹�܊.�����մɲ���[M].������������ͨ��W�����磬2000��8��
����[3]����w��.�F��ĥ�����g[M].�������Cе���I������.2003��1��
����[4]�������ξ��ģ������t.�Y���մ�ĥ����ԇ��о�[J].�Ї��Cе������1996(2),Vol.7
����[5]�x��֥,�S�t��,�S����.�����մɲ��ϸ�Ч��ĥ��ԇ��о�[J].�Cе���̌W��,2007,43(1):176-184.
����[6]�x��֥,�S��,ʢ������.�����մɸ�Ч��ĥĥ�����͓p�����о�[J].���ϴ�W�W��(��Ȼ�ƌW��),2008,35(5):26-30.
����[7]��־��,��־�c.�մɲ���ĥ���Ѽy�������[J].�Cе�OӋ�c����,2005,5:108-109.
����
����
�����}���մɲ���ĥ������ԇ��о�
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/kuangye/2012.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^