£\šäė░ĒæÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐Ą─╣ż╦ćę“╦ž╝░Ųõ┐žųŲ┤ļ╩®
╦∙ī┘Ö┌─┐Ż║ÖCąĄšō╬─ ░l▓╝╚šŲ┌Ż║2010-09-02 08:11 ¤ßČ╚Ż║
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪĪ▓š¬ę¬Ī│ÖCąĄ«aŲĘĄ─╩╣ė├ąį─▄Ą─╠ßĖ▀║═╩╣ė├ē█├³Ą─į÷╝ė┼cĮM│╔«aŲĘĄ─┴Ń╝■╝ė╣ż┘|┴┐├▄ŪąŽÓĻPŻ¼┴Ń╝■Ą─╝ė╣ż┘|┴┐╩Ū▒ŻūC«aŲĘ┘|┴┐╗∙ĄAĪŻ║Ō┴┐┴Ń╝■╝ė╣ż┘|┴┐║├ē─Ą─ų„ę¬ųĖś╦ėąŻ║╝ė╣żŠ½Č╚║═▒Ē├µ┤ų▓┌Č╚ĪŻ▒Š╬─ų„ę¬═©▀^ī”┴Ń╝■▒Ē├µ┤ų▓┌Č╚Īó┴Ń╝■▒Ē├µīėĄ─╬’└Ē┴”īWąį─▄Ż©╝ė╣żė▓╗»ĪóÜłėÓæ¬┴”ĪóĮŽÓĮM┐ŚĄ─ūā╗»┼c─źŽ„¤²é¹Ż®Ą╚ę“╦žĄ─Ęų╬÷║═蹊┐Ż¼üĒ╠ßĖ▀ÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐Ą─╣ż╦ć┤ļ╩®ĪŻ
ĪĪĪĪĪ▓ĻPµIį~Ī│▒Ē├µ┘|┴┐Ż╗╣ż╦ćę“╦žŻ╗ÖCąĄ╝ė╣żŻ╗┐žųŲ┤ļ╩®
ĪĪĪĪļSų°¼F┤·ÖCŲ„ųŲįņ╣żśIĄ─’w╦┘░lš╣Ż¼ę╗ą®ųžę¬Ą─┴Ń╝■▒žĒÜį┌Ė▀╦┘ĪóĖ▀£žĪóĖ▀ē║║═ųž▌dĄ─Śl╝■Ž┬╣żū„Ż¼ī”Ųõ▒Ē├µ┘|┴┐╠ß│÷Ė³Ė▀Ą─ę¬Ū¾ĪŻĄ½╩ŪŻ¼╚╬║╬ÖCąĄ╝ė╣żĘĮĘ©╦∙½@Ą├Ą─ęč╝ė╣ż▒Ē├µČ╝▓╗┐╔─▄▀_ĄĮ└ĒŽļĀŅæBŻ¼┐éĢ■┤µį┌ę╗Č©│╠Č╚Ą─╬óė^Äū║╬ą╬ĀŅš`▓ŅĪóäØ║█Īó┴č╝yĪó▒Ē├µĮŽÓĮM┐Śūā╗»║═▒Ē├µÜłėÓæ¬┴”Ą╚╚▒Ž▌Ż¼▀@ą®╚▒Ž▌Ģ■ė░Ēæ┴Ń╝■Ą─╩╣ė├ąį─▄Īóē█├³Īó┐╔┐┐ąįĪŻę“┤╦Ż¼ÖCąĄ╝ė╣ż╝╚ę¬▒ŻūC┴Ń╝■Ą─│▀┤ńĪóą╬ĀŅ║═╬╗ų├Š½Č╚Ż¼ėųę¬▒ŻūCÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐ĪŻ
ĪĪĪĪ1 ÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐ī”┴Ń╝■╩╣ė├ąį─▄Ą─ė░Ēæ
ĪĪĪĪį┌ÖCąĄ╝ė╣żųąŻ¼┴Ń╝■Ą─╝ė╣ż▒Ē├µ«a╔·╬óė^▓╗ŲĮĪóÜłėÓæ¬┴”Ą╚Ė„ĘN╚▒Ž▌Ż¼ļm╚╗āH┤µė┌┴Ń╝■śO▒ĪĄ─▒Ē├µīėųąŻ¼ģsć└ųžė░Ēæų°ÖCąĄ┴Ń╝■Ą─Š½Č╚Īó─═─źąįĪó┼õ║ŽąįĪó┐╣Ė»╬gąį║═ŲŻä┌ÅŖČ╚Ą╚Ż¼Å─Č°▀Mę╗▓Įė░ĒæÖCąĄĄ─╩╣ė├ąį─▄║═╩╣ė├ē█├³ĪŻ
ĪĪĪĪ1.1▒Ē├µ┘|┴┐ī”─═─źąįĄ─ė░Ēæ
ĪĪĪĪ┴Ń╝■Ą──═─źąį▓╗āH┼c▓─┴ŽĪóØÖ╗¼Śl╝■ėąĻPŻ¼Č°Ūę▀Ć┼c┴Ń╝■Ą─▒Ē├µ┘|┴┐ėąĻPĪŻ«öā╔éĆ▒Ē├µĮėė|ĢrŻ¼ķ_╩╝ĢrĮėė|▒Ē├µīŹļH╔Ž╩Ūę╗ą®═╣ĘÕĒö▓┐Įėė|Ż¼īŹļHĮėė|├µĘe╩Ū└ĒšōĮėė|├µĘeĄ─ę╗ąĪ▓┐ĘųĪŻį┌═Ō┴”Ą─ū„ė├Ž┬Ż¼═╣ĘÕĮėė|▓┐Ęųīó«a╔·║▄┤¾Ą─ē║ÅŖŻ¼«ö┴Ń╝■ū„ŽÓī”▀\äėĢrŻ¼Įėė|╠ÄĄ─▓┐Ęų═╣ĘÕŠ═Ģ■«a╔·╦▄ąįūāą╬▒╗─źĄ¶ĪŻīŹ“×ūC├„Ż¼▒Ē├µįĮ┤ų▓┌Ż¼═╣ĘÕ╠Äē║┴”įĮ┤¾Ż¼─źōp╝ė┐ņŻ╗▒Ē├µ┤ų▓┌Č╚ųĄąĪŻ¼┴Ń╝■Įėė|├µĘe┤¾Ż¼─═─źąįŠ═║├ĪŻ╚¶▒Ē├µ┤ų▓┌Č╚ųĄ▀^ąĪŻ¼īó╩╣Šo├▄Įėė|Ą─ā╔éĆ╣Ō╗¼▒Ē├µķgĄ─┘Aė═─▄┴”ūā▓ŅŻ¼ØÖ╗¼Śl╝■É║╗»Ż¼ūā│╔Ė╔─”▓┴Ż¼╝ėäĪ─źōpĪŻ╦∙ęįŻ¼▓ó▓╗╩Ū▒Ē├µ┤ų▓┌Č╚ųĄįĮąĪįĮ─═─źŻ¼▒Ē├µ┤ų▓┌Č╚┼c│§Ų┌─źōp┴┐ų«ķg┤µį┌ę╗éĆūŅ╝čųĄĪŻ
ĪĪĪĪ1.2▒Ē├µ┘|┴┐ī”┴Ń╝■┐╣Ė»╬gąį─▄Ą─ė░Ēæ
ĪĪĪĪ«ö┴Ń╝■į┌ėąĖ»╬gąįĮķ┘|Ą─ŁhŠ│Ž┬╣żū„ĢrŻ¼Ė»╬gąįĮķ┘|╚▌ęū╬³ĖĮ║═ĘeŠ█į┌┤ų▓┌▒Ē├µĄ─╣╚╠ÄŻ¼▓ó═©▀^╬ó╝Ü┴č╝yŽ“ā╚ØB═ĖĪŻīŹ█`ūC├„Ż¼▒Ē├µ┤ų▓┌Č╚įĮĖ▀Ż¼┴Ń╝■Ą─Ė»╬gū„ė├įĮÅŖ┴ęĪŻ┤╦═ŌŻ¼▒Ē├µÜłėÓæ¬┴”ī”┴Ń╝■Ą──═Ė»╬gąįę▓ėą▌^┤¾Ą─ė░ĒæĪŻÜłėÓē║æ¬┴”╩╣┴Ń╝■▒Ē├µŠo├▄Ż¼ūĶĄKĖ»╬gąį╬’┘|▀M╚ļŻ¼┐╔į÷ÅŖ┴Ń╝■─═Ė»╬gąįŻ╗Č°ÜłėÓ└Łæ¬┴”ät┐╔ĮĄĄ═─═Ė»╬gąįĪŻę“┤╦Ż¼£pąĪ┴Ń╝■▒Ē├µ┤ų▓┌Č╚Īó╩╣▒Ē├µŠ▀ėą▀m«öĄ─ÜłėÓæ¬┴”║═╝ė╣żė▓╗»Ż¼Š∙┐╔╠ßĖ▀┐╣Ė»╬gąį─▄ĪŻ
ĪĪĪĪ1.3▒Ē├µ┘|┴┐ī”┴Ń╝■ŲŻä┌ÅŖČ╚Ą─ė░Ēæ
ĪĪĪĪį┌Į╗ūā▌d║╔ū„ė├Ž┬Ż¼┴Ń╝■▒Ē├µ╬óė^▓╗ŲĮĪóäØ║█Ą╚Č╝Ģ■ę²Ųæ¬┴”╝»ųąČ°«a╔·ŲŻä┌┴č╝yįņ│╔┴Ń╝■Ą─ŲŻä┌ŲŲē─ĪŻīŹ“×▒Ē├„Ż¼ī”ė┌│ą╩▄Į╗ūā▌d║╔Ą─┴Ń╝■Ż¼£pąĪŲõ╚▌ęū«a╔·æ¬┴”╝»ųą▓┐╬╗Ż©╚ńłAĮŪĪó£Ž▓█╠ÄŻ®Ą─▒Ē├µ┤ų▓┌Č╚Ż¼┐╔ęį├„’@╠ßĖ▀┴Ń╝■Ą─ŲŻä┌ÅŖČ╚ĪŻ┴Ē═ŌŻ¼«ö▒Ē├µīėÜłėÓæ¬┴”×ķ└Łæ¬┴”ĢrŻ¼į┌└Ł┴”ū„ė├Ž┬Ż¼Ģ■╩╣▒Ē├µĄ─┴č╝yöU┤¾Č°ĮĄĄ═ŲŻä┌ÅŖČ╚Ż╗Č°ÜłėÓē║æ¬┴”ät┐╔ęįčėŠÅŲŻä┌┴č╝yöUš╣Ż¼╠ßĖ▀┴Ń╝■ŲŻä┌ÅŖČ╚ĪŻ▒Ē├µīėĄ─╝ė╣żė▓╗»─▄ūĶĄKŲŻä┌┴č╝yĄ─│÷¼FŻ¼Ą½ė▓╗»│╠Č╚▀^┤¾Ę┤Č°Ģ■ĮĄĄ═ŲŻä┌ÅŖČ╚ĪŻ
ĪĪĪĪ1.4▒Ē├µ┘|┴┐ī”┼õ║Žąį┘|Ą─ė░Ēæ
ĪĪĪĪī”ė┌ķgŽČ┼õ║ŽŻ¼╚ń╣¹▒Ē├µ╠½┤ų▓┌Ż¼Ģ■╩╣┼õ║Ž▒Ē├µ║▄┐ņ─źōpČ°į÷┤¾┼õ║ŽķgŽČŻ¼ĮĄĄ═┼õ║ŽŠ½Č╚Ż¼╠žäeī”ė┌ę║ē║ŽĄĮyĪóÜŌē║ŽĄĮyĄ─į¬╝■Ż¼Ģ■╩╣ą╣┬Č┴┐į÷┤¾Ż¼įņ│╔ÖCŲ„▓╗─▄š²│Ż╣żū„Ż╗ī”ė┌▀^ė»┼õ║ŽČ°čįŻ¼╚ń╣¹▒Ē├µ┤ų▓┌Č╚ųĄ▀^┤¾Ż¼čb┼õĢr┼õ║Ž▒Ē├µĄ─▓©ĘÕĢ■▒╗öDŲĮŻ¼£pąĪ┴╦īŹļH▀^ė»┴┐Ż¼ĮĄĄ═┴╦┼õ║Ž╝■Ą─▀BĮėÅŖČ╚Ż¼Å─Č°ė░Ēæ┴╦┼õ║ŽĄ─┐╔┐┐ąįĪŻę“┤╦Ż¼ėą┼õ║Žę¬Ū¾Ą─▒Ē├µę╗░ŃČ╝ę¬Ū¾ėą▀m«öąĪĄ─▒Ē├µ┤ų▓┌Č╚Ż¼┼õ║Žę¬Ū¾įĮĖ▀Ż¼ę¬Ū¾┼õ║ŽĄ─▒Ē├µ┤ų▓┌Č╚ųĄįĮąĪĪŻ
ĪĪĪĪ2 ė░Ēæ╝ė╣ż▒Ē├µ┤ų▓┌Č╚Ą─╣ż╦ćę“╦ž╝░┐žųŲ┤ļ╩®
ĪĪĪĪ2.1ŪąŽ„╝ė╣ż
ĪĪĪĪė░Ēæ▒Ē├µ┤ų▓┌Č╚Ą─ų„ę¬╣ż╦ćę“╦ž
ĪĪĪĪŻ©1Ż® ĄČŠ▀Ą─Äū║╬ģóöĄĪó▓─┴Ž║═╚ą─ź┘|┴┐
ĪĪĪĪĄČŠ▀Ą─Äū║╬ģóöĄųąī”▒Ē├µ┤ų▓┌Č╚ė░ĒæūŅ┤¾ų„ę¬╩ŪĖ▒Ų½ĮŪĪóų„Ų½ĮŪĪóĄČ╝ŌłA╗Ī░ļÅĮĪŻį┌ę╗Č©Ą─Śl╝■Ž┬Ż¼£pąĪĖ▒Ų½ĮŪĪóų„Ų½ĮŪĪóĄČ╝ŌłA╗Ī░ļÅĮČ╝┐╔ęįĮĄĄ═▒Ē├µ┤ų▓┌Č╚ĪŻį┌═¼śėŚl╝■Ž┬Ż¼ė▓┘|║ŽĮĄČŠ▀╝ė╣żĄ─▒Ē├µ┤ų▓┌Č╚ųĄĄ═ė┌Ė▀╦┘õōĄČŠ▀Ż¼Č°Įäé╩»Īó┴óĘĮĄ¬╗»┼ĄČŠ▀ėųā×ė┌ė▓┘|║ŽĮŻ¼Ą½ė╔ė┌Įäé╩»┼cĶFūÕ▓─┴ŽėH║═┴”┤¾Ż¼╣╩▓╗ę╦ė├üĒ╝ė╣żĶFūÕ▓─┴ŽĪŻ┴Ē═ŌŻ¼ĄČŠ▀Ą─Ū░Īó║¾ĄČ├µĪóŪąŽ„╚ą▒Š╔ĒĄ─┤ų▓┌Č╚ų▒Įėė░Ēæ╝ė╣ż▒Ē├µĄ─┤ų▓┌Č╚Ż¼ę“┤╦Ż¼╠ßĖ▀ĄČŠ▀Ą─╚ą─ź┘|┴┐Ż¼╩╣ĄČŠ▀Ū░║¾ĄČ├µĪóŪąŽ„╚ąĄ─┤ų▓┌Č╚ųĄæ¬Ą═ė┌╣ż╝■Ą─┤ų▓┌Č╚ųĄĪŻ
ĪĪĪĪ(2)ŪąŽ„Śl╝■
ĪĪĪĪ┼cŪąŽ„Śl╝■ėąĻPĄ─╣ż╦ćę“╦žŻ¼░³└©ŪąŽ„ė├┴┐Īó└õģsØÖ╗¼ŪķørĪŻųąĪóĄ═╦┘╝ė╣ż╦▄ąį▓─┴ŽĢrŻ¼╚▌ęū«a╔·Ęeą╝┴÷║═„[┤╠Ż¼╦∙ęįŻ¼╠ßĖ▀ŪąŽ„╦┘Č╚Ż¼£p╔┘Ęeą╝┴÷║═„[┤╠Ż¼£pąĪ┴Ń╝■ęč╝ė╣ż▒Ē├µ┤ų▓┌Č╚ųĄŻ╗ī”ė┌┤Óąį▓─┴ŽŻ¼ę╗░Ń▓╗Ģ■ą╬│╔Ęeą╝┴÷║═„[┤╠Ż¼╦∙ęįŻ¼ŪąŽ„╦┘Č╚ī”▒Ē├µ┤ų▓┌Č╚╗∙▒Š╔Ž¤oė░ĒæĪŻ▀MĮo╦┘Č╚į÷┤¾Ż¼╦▄ąįūāą╬ę▓į÷┤¾Ż¼▒Ē├µ┤ų▓┌Č╚ųĄį÷┤¾Ż¼╦∙ęįŻ¼£pąĪ▀MĮo╦┘Č╚┐╔ęį£pąĪ▒Ē├µ┤ų▓┌Č╚ųĄŻ¼Ą½╩ŪŻ¼▀MĮo┴┐£pąĪĄĮę╗Č©ųĄĢrŻ¼┤ų▓┌Č╚ųĄ▓╗Ģ■├„’@Ž┬ĮĄĪŻš²│ŻŪąŽ„Śl╝■Ž┬Ż¼ŪąŽ„╔ŅČ╚ī”▒Ē├µ┤ų▓┌Č╚ė░Ēæ▓╗┤¾Ż¼ę“┤╦Ż¼ÖCąĄ╝ė╣żĢr▓╗─▄▀xė├▀^ąĪĄ─ŪąŽ„╔ŅČ╚ĪŻ
ĪĪĪĪ║Ž└Ē▀xė├ŪąŽ„ę║Ż¼ī”╣ż╝■ŲĄĮ└õģsĪóØÖ╗¼ū„ė├Ż¼£p╔┘▒╗╝ė╣ż▓─┴ŽĄ─ūāą╬║═─”▓┴Ż¼ĮĄĄ═ŪąŽ„ģ^£žČ╚Ż¼ęųųŲĘeą╝┴÷║═„[┤╠Ą─╔·│╔Ż¼╩Ū£p╔┘▒Ē├µ┤ų▓┌Č╚ųĄėąą¦═ŠÅĮĪŻ
ĪĪĪĪ(3) ╣ż╦接ĮyĄ─Š½Č╚║═äéČ╚
ĪĪĪĪꬎļ½@Ą├║▄ąĪ▒Ē├µ┤ų▓┌Č╚Ż¼ę¬Ū¾╣ż╦接ĮyŠ▀ėąūŃē“Ą─▀\äėŠ½Č╚║═äéČ╚ĪŻ
ĪĪĪĪ2.2─źŽ„╝ė╣ż
ĪĪĪĪė░Ēæ─źŽ„╝ė╣ż▒Ē├µ┤ų▓┌Č╚Ą─╣ż╦ćę“╦ž
ĪĪĪĪ(1) ╔░▌å
ĪĪĪĪ1Ż® ┴ŻČ╚─ź┴ŻįĮ╝ÜŻ¼å╬╬╗├µĘe╔ŽĄ──ź┴ŻöĄįĮČÓŻ¼┐╠äØ£Ž║█įĮ╝Ü├▄Ż¼▒Ē├µ┤ų▓┌Č╚įĮąĪĪŻĄ½─ź┴Ż▀^╝ÜŻ¼╔░▌åęūČ┬╚¹Ż¼─źŽ„ąį─▄Ž┬ĮĄŻ¼─źŽ„┴”║═─źŽ„£žČ╚Ž┬ĮĄŻ¼Ę┤Č°į÷┤¾▒Ē├µ┤ų▓┌Č╚Ż¼╔§ų┴│÷¼F¤²é¹¼FŽ¾ĪŻ
ĪĪĪĪ2Ż® ė▓Č╚╔░▌åĄ─ė▓Č╚ę¬▀mųąŻ¼╠½▄øŻ¼─ź┴Żęū├ō┬õŻ¼╩╣┤ų▓┌Č╚į÷╝ėŻ╗╠½ė▓Ż¼─źŌg┴╦Ą──ź┴Żėų▓╗ęū├ō┬õŻ¼Č┬╚¹╔░▌åŻ¼į÷╝ė╣ż╝■▓─┴ŽĄ─╦▄ąįūāą╬Ż¼ę▓Ģ■╩╣╣ż╝■▒Ē├µūā┤ų▓┌ĪŻ
ĪĪĪĪ3Ż® ╔░▌åą▐š¹╔░▌å─źŌg║¾▒žĒÜ▀MąąšJšµą▐š¹Ż¼─┐Ą─╩Ū╩╣╔░▌åŠ▀ėąš²┤_Ą─Äū║╬ą╬ĀŅ║═õJ└¹ĄČ╚ąĪŻ╔░▌åą▐š¹Ą─┘|┴┐įĮ║├Ż¼╔░▌åĄ─▒Ē├µ─ź┴ŻĄ─Ą╚Ė▀ąįįĮ║├Ż¼─źŽ„│÷▒Ē├µ┤ų▓┌Č╚ųĄįĮąĪĪŻ
ĪĪĪĪŻ©2Ż®─źŽ„ė├┴┐
ĪĪĪĪ1Ż®╔░▌å▐D╦┘╠ßĖ▀╔░▌å▐D╦┘Ż¼┐╔ęį£pąĪ▒Ē├µ┤ų▓┌Č╚ĪŻ
ĪĪĪĪ2Ż®╣ż╝■▐D╦┘į÷┤¾╣ż╝■▐D╦┘Ż¼╦▄ąįūāą╬į÷╝ėŻ¼▒Ē├µ┤ų▓┌Č╚ųĄę▓į÷╝ėĪŻ
ĪĪĪĪ3Ż®╣ż╝■▓─┴Ž╚¶╣ż╝■Ą─▓─┴Žė▓Č╚╠½Ė▀Ż¼─ź┴Żęū─źŌgŻ¼▓╗ęū╠ßĖ▀▒Ē├µ┘|┴┐Ż╗╚¶╣ż╝■▓─┴ŽĄ─╦▄ąįĪóĒgąį▌^┤¾Ż¼ūāą╬┤¾Ż¼ęūČ┬╚¹╔░▌åŻ¼ę▓Ą├▓╗ĄĮ▌^ąĪ▒Ē├µ┤ų▓┌Č╚ųĄĪŻ
ĪĪĪĪ2.3£pąĪÖCąĄ╝ė╣ż▒Ē├µ┤ų▓┌Č╚Ą─╝ė╣żĘĮĘ©
ĪĪĪĪŻ©1Ż®│¼Š½├▄ŪąŽ„
ĪĪĪĪ│¼Š½├▄ŪąŽ„╩ŪųĖ╝ė╣żŠ½Č╚Ė▀ė┌üå╬ó├ūŻ©0.1umŻ®╝ēŻ¼▒Ē├µ┤ų▓┌Č╚ųĄRaį┌0.025umęįŽ┬Ą─ŪąŽ„╝ė╣żĘĮĘ©ĪŻå╬Š¦Įäé╩»▄ćĄČ╩Ū─┐Ū░æ¬ė├ūŅÅVĘ║Ą─│¼Š½├▄ŪąŽ„ĄČŠ▀▓─┴ŽŻ¼│Żė├üĒ╝ė╣żŃ~ĪóõX╗“Ųõ╦³ėą╔½Įī┘▓─┴ŽŻ¼½@Ą├│¼Š½├▄▒Ē├µĪŻ
ĪĪĪĪŻ©2Ż®│¼Š½╝ė╣ż
ĪĪĪĪ│¼Š½╝ė╣ż╩Ūę╗ĘNė╔ŪąŽ„▀^│╠▀^Č╔ĄĮ─”▓┴Æü╣Ō▀^│╠Ą─╝ė╣żĘĮĘ©Ż¼─▄½@Ą├▌^Ė▀╝ė╣ż▒Ē├µ┤ų▓┌Č╚Ż©Ra=0.01~0.1umŻ®ĪŻ─┐Ū░Ż¼│¼Š½╝ė╣żÅVĘ║ė├ė┌Ū·▌SĪó═╣▌å▌SĪóĄČŠ▀Īó▌S│ąĪóŠ½├▄┴┐āx╝░ļŖūėāxŲ„Ą╚Š½├▄┴Ń╝■ĪŻ
ĪĪĪĪŻ©3Ż®ń±─ź
ĪĪĪĪń±─ź╩Ū└¹ė├ń±─ź╣żŠ▀Ż©╝Ü┴ŻČ╚ė═╩»╗“ė═ŚlŻ®ī”╣ż╝■▒Ē├µ╩®╝ėę╗Č©Ą─ē║┴”Ż¼═¼Ģrū„ŽÓī”ą²▐D║══∙Å═ų▒ŠĆ▀\äėŻ¼ŪąŽ„╣ż╝■╔ŽśOąĪėÓ┴┐Š½╝ė╣żĘĮĘ©ĪŻ─┐Ū░ÅVĘ║æ¬ė├ė┌ųąąĪ┼·╔·«aųą┐ūĄ─Š½╝ė╣żŻ¼╝ė╣ż┐ūĄ─ĘČć·║▄┤¾Ż¼ų▒ÅĮÅ─Äū║┴├ūĄĮ1├ūŻ¼ķLČ╚Å─10║┴├ūĄĮ20├ūŻ¼ń±─ź║¾Ą─╣ż╝■▒Ē├µ┤ų▓┌Č╚ųĄ┐žųŲį┌0.025~0.2mmų«ķgŻ¼łAČ╚║═łAų∙Č╚į┌0.003~0.005mmų«ķgĪŻ
ĪĪĪĪ(4)čą─ź
ĪĪĪĪčą─ź╩Ūė├čą─ź╣żŠ▀Ż©čą░¶╗“čą╠ūŻ®║═čą─źä®Å─╣ż╝■▒Ē├µ╔Žčą╚źę╗īėśO▒ĪĮī┘Ą─Š½╝ė╣żĘĮĘ©Ż¼─▄½@Ą├║▄Ė▀▒Ē├µ┘|┴┐║═╝ė╣żŠ½Č╚ĪŻčą─ź║¾Ą─╣ż╝■│▀┤ń║═ą╬ĀŅš`▓Ņ┐╔▀_0.1~0.3mm,▒Ē├µ┤ų▓┌Č╚Ra┐╔ęį▀_ĄĮ0.01~0.04mmĪŻ
ĪĪĪĪ(5)Æü╣Ō
ĪĪĪĪÆü╣Ō╝ė╣ż╩Ūė├═┐Ę¾ėąÆü╣ŌĖÓĄ─▓╝▌åĪóŲż▌åĄ╚▄øąį╣żŠ▀Ż¼└¹ė├ÖCąĄĪó╗»īW╗“ļŖ╗»īWū„ė├╚ź│²╣ż╝■▒Ē├µ╬óė^▓╗ŲĮ╠ÄĄ─ĘÕĒöŻ¼ęį½@Ą├╣Ō┴┴ĪóŲĮš¹▒Ē├µĄ─╝ė╣żĘĮĘ©ĪŻÆü╣Ō╝ė╣żČÓė├ė┌ę¬Ū¾║▄Ą═▒Ē├µ┤ų▓┌Č╚Īó│▀┤ńŠ½Č╚ę¬Ū¾▓╗╠½ć└Ė±Ą─ł÷║ŽĪŻ
ĪĪĪĪ3 ė░Ēæ┴Ń╝■▒Ē├µīė╬’└Ē┴”īWąį─▄Ą─╣ż╦ćę“╦ž╝░┐žųŲ┤ļ╩®
ĪĪĪĪÖCąĄ╝ė╣ż▀^│╠ųąŻ¼į┌ŪąŽ„┴”║═ŪąŽ„¤ßĄ─ū„ė├Ž┬Ż¼╣ż╝■▒Ē├µę╗Č©╔ŅČ╚ā╚Ą─▒Ē├µīė▓─┴ŽčžÅĮŽ“«a╔·╝¶Ūą╗¼ęŲŻ¼Š¦Ė±┼żŪ·Ż¼Š¦┴Ż└ŁķL▓ó└wŠS╗»Ż¼ĮŽÓĮM┐Ś░l╔·ūā╗»Ż¼ī¦ų┬▓─┴Ž╬’└ĒĪóÖCąĄąį─▄▓╗═¼ė┌╗∙¾w▓─┴ŽŻ¼ą╬│╔ūā┘|īėŻ©╝ė╣żė▓╗»ĪóÜłėÓæ¬┴”ĪóĮŽÓĮM┐Śūā╗»Ą╚Ż®Ż¼Å─Č°ė░Ēæ┴Ń╝■▒Ē├µ┘|┴┐ĪŻ
ĪĪĪĪ3.1▒Ē├µīėĄ─╝ė╣żė▓╗»
ĪĪĪĪ▒Ē├µīėĄ─╝ė╣żė▓╗»│╠Č╚╚ĪøQė┌«a╔·╦▄ąįūāą╬Ģr┴”Īóūāą╬╦┘Č╚║═ūāą╬£žČ╚ĪŻįć“×ūC├„Ż¼┴”įĮ┤¾Ż¼╦▄ąįūāą╬Š═įĮ┤¾Ż¼«a╔·Ą─╝ė╣żė▓╗»ę▓įĮ┤¾Ż╗ūāą╬╦┘Č╚įĮ┤¾Ż¼╦▄ąįūāą╬Š═įĮ▓╗│õĘųŻ¼«a╔·ė▓╗»│╠Č╚ŽÓ欣pąĪŻ╗ūāą╬£žČ╚Ė▀Ż¼ätė▓╗»│╠Č╚£pąĪĪŻę“┤╦Ż¼╠ßĖ▀ŪąŽ„╦┘Č╚Īó£pąĪ▀MĮo┴┐║═▒││įĄČ┴┐Ż¼Č╝┐╔ęį£pąĪŪąŽ„ūāą╬║═ŪąŽ„┴”Ż¼£p▌p╝ė╣żė▓╗»Ż╗į÷┤¾ĄČŠ▀Ū░ĮŪ║═║¾ĮŪĪó£pąĪ╚ą┐┌ŌgłA░ļÅĮŻ¼╠ßĖ▀ĄČŠ▀Ą─õh└¹ąįŻ¼┐╔ęį£pąĪöDē║ūāą╬║═ŪąŽ„┴”Ż¼Å─Č°£p▌p╝ė╣żė▓╗»Ż╗┴Ē═ŌŻ¼║Ž└Ē
ĪĪĪĪė├ŪąŽ„ę║Īó£pąĪĄČŠ▀║¾ĄČ├µ┼c╝ė╣ż▒Ē├µķg─”▓┴,═¼śėĮĄĄ═╝ė╣żė▓╗»│╠Č╚ĪŻĖ„ĘNÖCąĄ╝ė╣żĘĮĘ©╝ė╣żõō╝■Ģr▒Ēīė╝ė╣żė▓╗»Ūķør╚ń▒Ē1ĪŻ
ĪĪĪĪ ▒Ē1Ė„ĘNÖCąĄ╝ė╣żĘĮĘ©╝ė╣żõō╝■Ģr▒Ēīė╝ė╣żė▓╗»Ūķør
ĪĪ 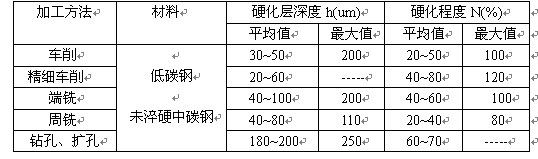 ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ3.2▒Ē├µÜłėÓæ¬┴”
ĪĪĪĪÖCąĄ╝ė╣ż║¾Ż¼╣ż╝■▒Ē├µīėĄ─ÜłėÓæ¬┴”╩Ū└õæB╦▄ąįūāą╬Īó¤ßæB╦▄ąįūāą╬║═ĮŽÓĮM┐Śūā╗»╚²š▀ŠC║Žū„ė├ĮY╣¹ĪŻŪąŽ„╝ė╣żĢrų„ę¬ė╔└õæB╦▄ąįūāą╬ę²ŲĄ─ÜłėÓæ¬┴”Ż¼─źŽ„╝ė╣żĢrų„ę¬╩Ū¤ßæB╦▄ąįūāą╬║═ĮŽÓĮM┐Śūā╗»ę²Ų¾wĘeūā╗»Č°«a╔·Ą─ÜłėÓæ¬┴”ĪŻ┐éų«Ż¼Ę▓─▄£pąĪ╦▄ąįūāą╬║═ĮĄĄ═ŪąŽ„╗“─źŽ„£žČ╚Ą─ę“╦žŻ¼Č╝┐╔ęį£p╔┘┴Ń╝■▒ĒīėÜłėÓæ¬┴”ĪŻ
ĪĪĪĪ3.3▒Ē├µīėĄ─ĮŽÓĮM┐Śūā╗»——─źŽ„¤²é¹
ĪĪĪĪÖCąĄ╝ė╣żųąŻ¼ę“ūāą╬║═─”▓┴╦∙Ž¹║─Ą──▄┴┐┤¾▓┐Ęų▐Dūā×ķŪąŽ„¤ßŻ¼«öŪąŽ„ģ^£žČ╚▀_ĄĮ┼RĮń³cŻ©727ĪµŻ®ĢrŻ¼▒ĒīėĮī┘Ģ■░l╔·ĮŽÓĮM┐Śūā╗»ĪŻų╗ėą─źŽ„╝ė╣żŻ¼ė╔ė┌─źŽ„╦┘Č╚Ė▀Ż¼─źŽ„║±Č╚ąĪŻ¼─ź┴ŻžōŪ░ĮŪŪąŽ„Ą╚įŁę“Ż¼«a╔·Ą─¤ß┴┐▒╚ŪąŽ„╝ė╣ż┤¾Ą├ČÓŻ¼─źŽ„ģ^£žČ╚║▄Ė▀Ż©╣ż╝■▒Ē├µīė£žČ╚▀_900Īµęį╔ŽŻ®Ż¼╚▌ęūę²ŲĮŽÓĮM┐Śūā╗»Ż¼ī¦ų┬ÅŖČ╚║═ė▓Č╚Ž┬ĮĄŻ¼«a╔·ÜłėÓæ¬┴”Ż¼│÷¼F╬óė^┴č╝yŻ¼ć└ųžĢr«a╔·¤²é¹¼FŽ¾ĪŻ
ĪĪĪĪė░Ēæ─źŽ„¤²é¹Ą─ę“╦žŻ║
ĪĪĪĪŻ©1Ż®─źŽ„ė├┴┐«ö─źŽ„╔ŅČ╚į÷┤¾ĢrŻ¼╣ż╝■▒ĒīėĄ─£žČ╚ät├„’@į÷╝ėŻ¼ęūę²Ų¤²é¹╗“╝ėäĪ¤²é¹Ż¼╣╩─źŽ„╔ŅČ╚▓╗─▄╠½┤¾Ż╗═¼Ģr╠ßĖ▀╣ż╝■▐D╦┘║═╔░▌å▐D╦┘Ż¼╝╚┐╔ęį£p▌p╣ż╝■▒Ē├µĄ─¤²é¹Ż¼ėų┐╔ęį╠ßĖ▀╔·«a┬╩Ż╗į÷┤¾╣ż╝■Ą─┐vŽ“▀MĮo╦┘Č╚Ż¼─źŽ„ģ^▒Ē├µ£žČ╚ĮĄĄ═Ż¼¤²é¹£pąĪŻ¼×ķ┴╦Åøča┐vŽ“▀MĮo╦┘Č╚į÷┤¾Č°ī¦ų┬▒Ē├µ┤ų▓┌Č╚ųĄį÷┤¾Ż¼┐╔▓╔ė├▌^īÆ╔░▌å▀Mąą─źŽ„╝ė╣żĪŻ
ĪĪĪĪŻ©2Ż®╔░▌å╠žąį×ķ┴╦ĮĄĄ═─źŽ„ģ^£žČ╚Ż¼£p▌p¤²é¹Ż¼æ¬▓╔ė├ė▓Č╚▌^▄øĪóĮM┐Ś╩Ķ╦╔Īó┤ų┴ŻČ╚╝░ĮY║Žä®ÅŚąį║├Ą─╔░▌åĪŻ
ĪĪĪĪŻ©3Ż®└õģsĘĮĘ©▓╔ė├ŪąŽ„ę║─▄ėąą¦ĄžĮĄĄ═ŪąŽ„ģ^£žČ╚Ż¼┐╔ęį▒▄├Ō¤²é¹ĪŻ─┐Ū░Ż¼═©ė├Ą─└õģsĘĮĘ©ą¦╣¹▌^▓ŅŻ¼īŹļH╔Žø]ėąČÓ╔┘ŪąŽ„ę║▀M╚ļ─źŽ„ģ^Ż¼▒╚▌^ūŅėąą¦Ą─└õģsĘĮĘ©ėąā╚└õģsĪóĖ▀ē║┤¾┴„┴┐└õģsĘ©ĪóćŖņF└õģsØÖ╗¼Ę©║═Į■ė═╔░▌åĄ╚ĪŻ
ĪĪĪĪ4ĮY╩°šZ
ĪĪĪĪų╗ėą┴╦ĮŌ║═šŲ╬šė░ĒæÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐Ą─ę“╦žŻ¼▓┼─▄į┌╔·«aīŹ█`ųąŻ¼▓╔╚ĪŽÓæ¬Ą─╣ż╦ć┤ļ╩®Ż¼£p╔┘┴Ń╝■ę“▒Ē├µ┘|┴┐╚▒Ž▌Č°ę²ŲĄ─╝ė╣ż┘|┴┐å¢Ņ}Ż¼Å─Č°╠ßĖ▀ÖCąĄ«aŲĘĄ─╩╣ė├ąį─▄Īóē█├³║═┐╔┐┐ąįĪŻ
ĪĪĪĪģó┐╝╬─½I
ĪĪĪĪĪ▓1Ī│ÅłĖŻØÖĪóąņ°Ö▒ŠĪóäóčė┴ųų„ŠÄŻ¼ÖCąĄųŲįņ╝╝ąg╗∙ĄAĪŻ╚Aųą┐Ų╝╝┤¾īW│÷░µ╔ńŻ¼2000ĪŻ
ĪĪĪĪĪ▓2Ī│└ŅšūŃīĪóų▄├„čąĪŻÖCąĄųŲįņ╝╝ągŻ©╔ŽāįŻ®ĪŻųąć°╦«└¹╦«ļŖ│÷░µ╔ńŻ¼2005ĪŻ
ĪĪĪĪĪ▓3Ī│ųņ∙i│¼Ż¼öĄ┐ž╝ė╣ż╝╝ągĪŻĖ▀Ą╚Į╠ė²│÷░µ╔ńŻ¼2007ĪŻ
ĪĪĪĪĪ▓4Ī│Ė▀▓©Ż¼ÖCąĄųŲįņ╗∙ĄAĪŻ┤¾▀B└Ē╣ż┤¾īW│÷░µ╔ńŻ¼2006ĪŻ
ĪĪĪĪĪ▓5Ī│ė┌“Eę╗ĪóÓuŪÓŻ¼ÖCąĄųŲįņ╝╝ąg╗∙ĄAĪŻÖCąĄ╣żśI│÷░µ╔ńŻ¼2004ĪŻ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
ĪĪĪĪ
╬─š┬ś╦Ņ}Ż║£\šäė░ĒæÖCąĄ╝ė╣ż▒Ē├µ┘|┴┐Ą─╣ż╦ćę“╦ž╝░Ųõ┐žųŲ┤ļ╩®
▐D▌dšłūó├„üĒūįŻ║http://www.optiwork.cn/fblw/ligong/jixie/3490.html
ŽÓĻPå¢Ņ}ĮŌ┤
özė░╦ćągŅIė“AHCIŲ┌┐»═Ų╦]ĪČPhot...ĻPūó:105
NatureŲņŽ┬ČÓīW┐Ųūė┐»Nature Com...ĻPūó:152
ųąąĪīWĮ╠ĤųĄĄ├┴╦ĮŌŻ¼▀@ą®Į╠ė²īW...ĻPūó:47
2025─Ļīæ╣▄└ĒīWšō╬─┐╔ęįė├Ą─19éĆ...ĻPūó:192
£y└LŅIė“┐Ų╝╝║╦ą─Ų┌┐»▀xō± ▌p╦╔─├...ĻPūó:64
╝░Ģrķ_šō╬─Öz╦„ūC├„║▄ųžę¬ĻPūó:52
ųąć°╦««a┐ŲīWŲ┌┐»╩Ū║╦ą─Ų┌┐»åßĻPūó:54
ć°ļH│÷Ģ°ąĶę¬┴╦ĮŌĄ─å¢Ņ}ĮŌ┤ĻPūó:58
║Žų°│÷Ģ°─▄ʱįu┬ÜĘQŻ┐ĻPūó:48
ļŖą┼īWėą──ą®┐╔═ČĖÕĄ─SCIŲ┌┐»Ż¼ųĄ...ĻPūó:66
═©ą┼╣ż│╠ąąśIšō╬─▀xŅ}ĻPūó:73
SCIEĪóESCIĪóSSCI║═AHCIŲ┌┐»─┐õø...ĻPūó:121
įu┬ÜĘQ░lšō╬─║├▀Ć╩Ū│÷Ģ°║├ĻPūó:68
Å═ėĪł¾┐»┘Y┴Žųžę¬▐D▌düĒį┤Ų┌┐»Ż©...ĻPūó:51
└Ē╣żšō╬─ĘČ╬─
Į©ų■įOėŗšō╬─ │Ū╩ąęÄäØšō╬─ ĄVśIšō╬─ ÖCļŖę╗¾w╗»šō╬─ ░³čbšō╬─ Į╗═©▀\▌öšō╬─ ╗»╣żšō╬─ ļŖ┴”šō╬─ ╦«┴”šō╬─ ūįäė╗»šō╬─ ▄ć▌všō╬─ ę▒Įšō╬─ ╣żśIįOėŗšō╬─ ÖCąĄšō╬─

SCIŲ┌┐»Ęų╬÷
- MEASUREMENT SCIENCE and TECHNOLOGYųą┐Ųį║Ęųģ^
- MEAT SCIENCEŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECCANICAųą┐Ųį║Äūģ^
- MECHANICAL ENGINEERINGųą┐Ųį║Ęųģ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSINGŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANICS OF MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- Mechanics of Solidsųą┐Ųį║Ęųģ^
- MECHANICS OF TIME-DEPENDENT MATERIALSŲ┌┐»ūŅą┬ųą┐Ųį║Ęųģ^
- MECHANISM AND MACHINE THEORYųą┐Ųį║Äūģ^
- MECHATRONICSļsųŠ╩Ūųą┐Ųį║Äūģ^