煴�ֱ�ݼy䓽�Cе�B�Ӽ��g��ʩ���еđ���
���ٙ�Ŀ����ͨ�\ݔՓ�� �l�����ڣ�2010-08-26 14:59 ��ȣ�
����ժҪ�����Ľ�B��煴�ֱ�ݼy䓽�Cе�B�Ӽ��g�ڏV�|ʡ�ݖ|�h�}�纣���ʩ���еđ��ã����ֱ��䓽���B���ṩ��һ�N���͡����١��ɿ���ʩ��������
�����P�I�~��煴�ֱ�ݼy��䓽�Cе�B��
����1ǰ��
��������������S�����һ��A���O�ٶȵļӿ죬ʩ����䓽���B�Ӽ��gҲ���˺ܴ�lչ�����½��v�����°lչ�A�Σ��ֹ�늻���——�W�⌦��——���������——��Ͳ��D���B��——�F�ݼy�B��——����ֱ�ݼy�B���Լ�煴�ֱ�ݼy�B�ӣ��mȻ䓽�Cе�B���ںܶ�ʩ���h�����a�˺����B�ӵIJ��㣬�����������������ȱ�c��
������Ͳ��D�����^�mȻ���ȸߡ��|������������ʩ���C���^���ء��B���ٶ��������ڸ߿����I�rʩ���O�����㣻�F�ݼy���^�mȻʩ�����㡢�ٶȿ죬�����^�|�����ɿ����^����M�н��^����ԇ�r���֔��ڽ��^̎������ֱ�ݼy���^�M��ʩ�����㡢�ٶȿ죬���ڌ�䓽���^�M���z�r������䓽�ĸ��ʹ�ý��棬���ܳ�ְl�]䓽�ĸ�ĵď��ȣ�煴�ֱ�ݼy���^����ʩ�����㡢�ٶȿ죬�����ڌ�䓽���^�M�ЙCе煴ֺ����M���z��������䓽����e����������ְl�]��䓽�ĸ�ĵď��ȣ�ʹ䓽���^�|�����������ɿ��Ը��ߡ���ˣ�����煴�ֱ�ݼy�Cе�B�ӹ�ˇ�����䓽���^�|����䓽�������Y����ȫ�Ⱥ��;��Ե���Ч��ʩ��
����2���̸śr
�����V�|ʡ�ݖ|�h�¼��}��·�}�纣���ȫ�L1205.4m��ԓ���OӋ����ȫ��23.5m�������ϲ��Y����17*20�ȏ����A�����A�ƿ��İ�+30m���A�����A��T��+20m*5�����A�����A�ƿ��İ壬��՞�䓽����������ʽ��գ��@��ע�����A��ȫ��ֱ�����ڻ����25mm��䓽�OӋҪ���횲��ÙCе�B�ӽ��L��ȫ��ֱ�����ڻ����25mm��䓽�������1134T���NҎ��φ25��φ28��φ32�����˜����B����Ͳ1.3�f������
����2煴�ֱ�ݼy䓽�Cе�B�ӵļ��g���c
����2.1���^���ȸ�
����煴�ֱ�ݼy���^������䓽�ĸ�ĵĽ���e��������ȵİl�]���a��䓽�ď��Ⱥ����ԡ�
����2.2�B���ٶȿ�
����煴�ֱ�ݼy���^��ʹ�õ���Ͳ(�˜���)�L�Ȟ�䓽�ֱ���ăɱ�����Ͳ�L���^�̣��ݼy�z���٣��F���B�ӕr�o횜y�����֣�ֻ������ͨ���Q�Q�o���ɣ����ʩ�����㡢��ݡ�
����2.3�m�÷����V
����煴�ֱ�ݼy�B���m���ڏ���䓽䓽�\��䓽���D�ӵĈ��ϡ�
����2.4�m���h���ԏ�
����煴�ֱ�ݼy��Ͳ�B�ӬF��ʩ���r�����L���ꡢͣ늡�ˮ�¡��ߜء��߿յ����I�h���������M��䓽��B��ʩ����
����2.5���aЧ�ʸ�
������ʩ���F��煴�һ��䓽��^��s��Ҫ30�����ң��ٌ�煴ֺ��䓽��^�Ì���܇���z��һ��䓽��^�z��s��Ҫ40�����ң�ÿ���O��ÿ�����܉�ӹ�400������䓽�z�^��
����2.6���������ܡ��h��
����煴�ֱ�ݼy���^����Ͳ��D�����^��ʡ䓲ļs70%�����F�ݼy���^��ʡ䓲ļs35%����ʩ���ɱ��c��Ͳ��D������ȡ�
����煴�ֱ�ݼy䓽�Cе�B����ʩ�������r�������ˆT���w�o��������ʩ�����؟o��Ⱦ���܉�M��ʩ�����حh�����o��Ҫ��
����3煴�ֱ�ݼy䓽�Cе�B�ӵ�ʩ����ˇ
����3.1煴�ֱ�ݼy䓽�Cе�B�ӵĹ�ˇԭ��
����煴�ֱ�ݼy䓽�Cе�B�ӹ�ˇԭ���ǣ�����䓽���煙C��䓽�˲����M��煴�̎�������Ì���܇����煴ֵ�䓽���^���M���z��Ȼ�����B����Ͳ��䓽�ӡ�
����3.2煴�ֱ�ݼy䓽�Cе�B��ʩ����ˇ���̈D��Ҋ�D1��
���� 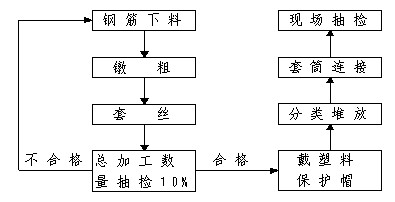
���� �D1
����3.3煴�ֱ�ݼy䓽�Cе�B��ʩ����ˇ
����3.3.1�ʂ乤��
����3.3.1.1�z��_�J���ϔ������N��Ƿ��R�䣬�|���Ƿ����Ҫ��
����3.3.1.2�z��煴�ֱ�ݼy䓽�Cе�B�������O����R�估��à�B��
����3.3.1.3煴�ֱ�ݼy�ӹ��O����ز��ÈD��Ҋ�D2��
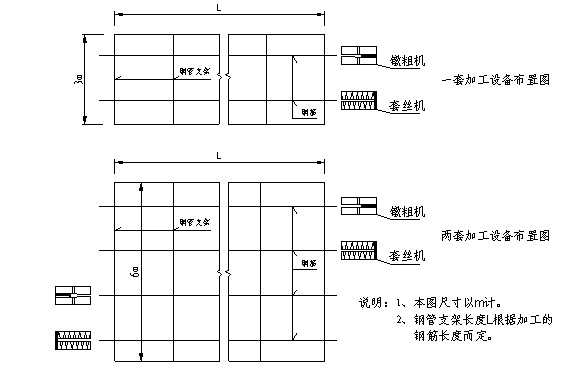
���� �D2
����3.3.2䓽�����
����3.3.2.1䓽����ϕr���пڶ��摪�c䓽��S����ֱ���������R���λ�������˲���ֱ���{ֱ�����ϡ�
����3.3.3䓽�煴�
����3.3.3.1䓽�煴��^�Ļ��Aֱ��d1(Ҋ�D3)�����ڽz�^�ݼy�⏽���L��L0������1/2
������Ͳ�L�ȣ��^�ɶ��¶ȑ�≤1��3��
����3.3.3.2䓽�煴��^�������c䓽��S���ഹֱ�ęM������Ѽy��
����3.3.3.3���ϸ��煴��^�����س�������煴֣����Ì�煴��^�M�ж���煴֡�
���� 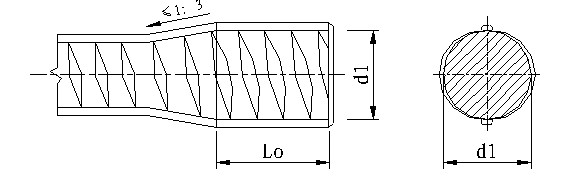
�� ���D3煴��^���γߴ�
����3.3.4䓽�煴��^�z
����3.3.4.1�ӹ�䓽�z�^�r��������Һ�w��������Һ����ʩ�����c��ص���00C�r������ȡ�������ش�ʩ��
����3.3.4.2�z܇�����ӝ���Һ����r�²����M���z��
����3.3.4.3�ӹ���䓽�z�^���ݼy���c�B����Ͳ���ݼy��ƥ�䣬��ӹ������Ҏ�����S�����ԃȡ�
����3.3.4.4�ӹ��õ�䓽�z�^�|��Ҫ��Ҋ��1��
������1�z�^�|���z�Ҫ��
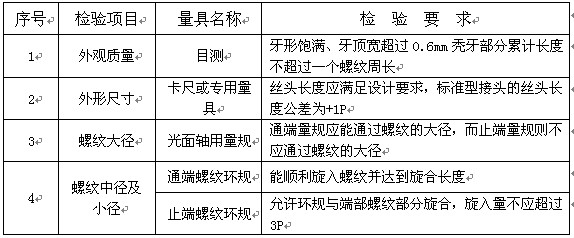
������ע��P���ݾࡣ
����3.3.4.5䓽�z�^���z�ϸ���M��������ϱ��oñ���B����Ͳ���o����������Ҏ����̖��ѷ����R����
����3.3.4.6䓽�z�^�ѷŵ��c���x���坍������Ĉ���������z�^��Ⱦ���P�g��
����4��Ͳ�B��
����4.1��Ͳ
����4.1.1�M������Ͳ��횸��ЮaƷ�ϸ��C��
����4.1.2��Ͳ���摪�o�Ѽy������ȱ�ݡ�
����4.1.3��Ͳ���γߴ磨������Ͳ���ݼyֱ������Ͳ�L�ȣ����M��aƷ�OӋҪ��
����4.1.4��Ͳ�ɶˑ������ϱ��o����
����4.1.5�B����Ͳ�|���z�Ҫ��Ҋ��2��
������2�B����Ͳ�|���z�Ҫ��
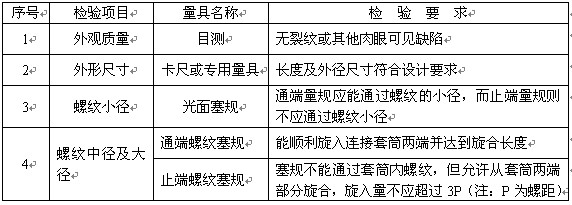
����ֹ���ݼy��Ҏ ��Ҏ����ͨ�^��Ͳ���ݼy�������S����Ͳ�ɶ˲������ϣ��������������^3P��ע��P���ݾࣩ
����
����4.2��Ͳ�B��
����4.2.1���^��Ͳ�B�ӕr���ù��Q���֔Q�o��ͬ�r��ʹ�ɂ��z�^����Ͳ����λ���픾o��
����4.2.2�˜��ͽ��^ƴ����ɺ���Ͳÿ�˲�����һ�����ϵ������z����¶��
����5���^�F����z
����5.1䓽���^��ˇ�z�
����5.1.1ÿ�NҎ��䓽�Ľ��^ԇ������С��������
����5.1.2�����^ԇ����䓽�ĸ�đ��M�п�������ԇ
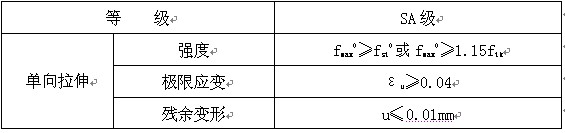
����5.1.3�������^ԇ���Ŀ������ȳ������M���3�ď���Ҫ���⣬߀�����ڻ����0.95��䓽�ĸ�ĵČ��H��������fst0(ע��Ӌ�㌍�H�������ȕr��������䓽�Č��H�M������e)��
������3煴�ֱ�ݼy䓽���^���ܙz�ָ��
����5.1.4��ʩ���F���������^�M�����^�|���z��͆������쏊��ԇ
����5.1.5���^�ĬF���z������M�С�ͬһʩ���l���²���ͬһ�����ϵ�ͬ�ȼ���ͬ��ʽ��ͬҎ����^����500����һ��������M�Йz����գ�����500��Ҳ����һ���������
����5.1.6���ӵ�ÿһ�������������ڹ��̽Y�����S�C��ȡ3��ԇ�����������쏊��ԇ�����ձ�3����Ҫ��_�������ܵȼ�����3��ԇ������������ԇ�Y�������ϱ�3�ď���Ҫ��r���tԓ������u����ϸ�����һ��ԇ���ď��Ȳ��ϸ���ȡ6��ԇ���M�Џ͙z���͙z��������һ��ԇ��ԇ�Y�����ϸtԓ������u���鲻�ϸ�
����5.1.7�ڬF���B�m�z�10������������������ԇ��һ�γ��ȫ���ϸ�r����������^�����ɔU��һ����
����6煴�ֱ�ݼy䓽�Cе�B��ʩ��ע�����
����6.1䓽�����Ҫ��˲����ƽ�����ֱ��
����6.2䓽���煔U�֕r���õ��͉��������O�乩����λ�o�����F���M��ԇ煣�������䓽�ȸߵ����������{����
����6.3ÿ��䓽��M���ӹ�ǰ��������^ԇ��煳��ϸ�Ķ��^��˜ʁ��{�����煴։���ֵ��
����6.4��^���z�����ˆT��횽��^��Ӗ���ϸ���ύ�������ͬ�r�����ˆT�������̶���
����6.5�ӹ���䓽�z�^�����������ݼyҎ�z�����L�Ⱥ�ֱ�������C��Ҏ�����S���`����ԃȡ�
����6.6�z�����ˆT������Ŀ�y�z���z���|������Ҫ�r����������Ͳԇ�ס�
����6.7䓽�z�^���z�ϸ�M���������ϱ��oñ���B����Ͳ���o��������Ҏ����̖��ѷ����R��
����6.8�꼾���L�ڶѷ���r�£�����䓽�z�^��ȡ���w���P��ʩ��
����6.9䓽�z�^���\ݔ�^���Б����Ʊ��o���������ܡ���Ⱦ���Cе�p����
����6.10�B����Ͳ���\ݔ�������^���Б����Ʊ��o���������ܡ���Ⱦ���Cе�p���́Gʧ��
����6.11�F���M��䓽��B�ӕr����ʹ�B����Ͳ�ɶ˵�䓽�z�^����Ͳ�����픾o����횱��C�B����Ͳ�ľ���λ�ã�������Ͳ�ɶ˽z�^��¶�z�۲����^һ�������z�ۡ�
����7�Y���Z
����煴�ֱ�ݼy䓽�Cе�B�Ӽ��g�C������Ͳ��D�����^���F�ݼy���^������ֱ�ݼy���^�ă��c���Ǹ��õ�䓽�Cе�B�Ӽ��g�����˷����������N䓽�Cе�B�Ӽ��g�ıˣ�ʹ䓽���^�|�����������ɿ��Ը��ߡ���ˇ��a��䓽����煴�ֱ�ݼy�Cе�B�ӹ�ˇ�������䓽���^�|����䓽�������Y����ȫ�Ⱥ��;��Ե���Ч��ʩ���AӋ�������ľ���̽�õ��V���ƏV���á�
����
���������īI��1������·��ʩ�����gҎ����JTJ041-2000
����2����煴�ֱ�ݼy䓽���^��JG/T3057-1999
����3��������䓽���Ͳ�D���B�Ӽ��gҎ�̡�JGJ108
����4����䓽��F�ݼy���^���gҎ�̡�JGJ109
����
�����}��煴�ֱ�ݼy䓽�Cе�B�Ӽ��g��ʩ���еđ���
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/jiaotongyunshu/2120.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^