ij늏S��݆�C�~Ƭ�Ѽy�ij����M���z�y
���ٙ�Ŀ�����Փ�� �l�����ڣ�2010-08-24 15:28 ��ȣ�
����ժҪ:ԓ��݆�C,Ͷ�\��30����,�������g���A��,��݆�C�~Ƭ̎�ڏ��s������B�¹������~Ƭ��������OӋ�����|���ӹ����ȡ��M�b��ˇ�Ȇ��},�S���r�g�����L,�a���Ѽy,�������Uչ,�����\���˳����M���z������ԓ늏S��݆�C�~Ƭ�Ѽy�M�Йz�y��
�����P�I�~:��݆�C�~Ƭ���Ѽy�������z�y���M��
����
����0ǰ��
����ij�l늏S2̖�C�M,��ǰ�K�Ќ����ս��ٹ��S1972�����a��K-100/90-7���p������ʽ��݆�C�M������100MW,1974��9��Ͷ�a,��ֹ2004��6��,��Ӌ�\�Еr�g20.4�fh,���g���M���^11�δ��ޡ��͉��D��24/29,25/30���~Ƭ��̖�քe��1450/476,1147/749��,�~Ƭ���L�քe��524mm,650mm,�~���L�քe��92mm,105mm,��������35mm,32mm,���Q1Ȧ�քe���b99Ƭ,102Ƭ,�~����4�����T�p�p�T���~��,�~�����X���Ȟ�15mm��
����
����1���}���
����ԓ��݆�C,Ͷ�\��30����,�������g���A��,��݆�C�~Ƭ̎�ڏ��s������B�¹���,�~Ƭ��������OӋ�����|���ӹ����ȡ��M�b��ˇ�Ȇ��},�S���r�g�����L,�a���Ѽy,�������Uչ,���ص����{����݆�C�\�еİ�ȫ��,�e���L�~Ƭ�~���l������,��������O�롣
�������y�z�y����,���ó����沨�z�y��ĩ��(24/29��)һ���~��,��D1�������~��ˮƽ����¶�Č���խ,�����沨̽�^�����c��Ҫ��dz�����,���Ҍ�̽�^�ӹ�Ҫ��dz���,��t,����Ӱ�̽�y���ȡ�ˮƽ����¶�eխ�IJ�λ,���o��̽�y,���©�z�����ұ���z�y�r,���~Ƭ�����|����Ӱ�,��:�~���c݆�P�g������Ƥ,���T�������ӡ�����۵�,�����c���H���Ѽy������,����`��,�~����λ�ęz�y�|���^�͡��e��1996��,���Qĩ��(30��)�~Ƭ�r�������i�״�ƫ�����a�i�鱣�C�������ȣ����c����¶�~��̎�����������~����λ�đ������趨�ڱO���z�飬��ĩ���~Ƭ�~��ˮƽ��o��¶����(��D2)�������o�����ñ��沨̽�y������о�һ�N���m�õ�̽�y������
����
����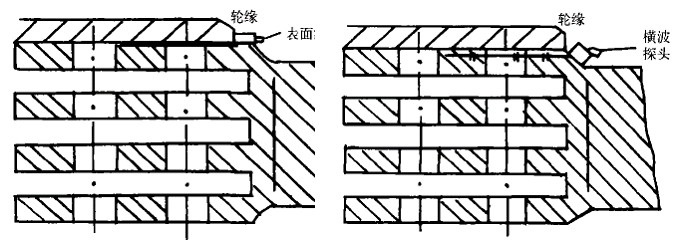
�����D1�����~���Y�������沨�z�yԭ��
����
���� �D2�M���z�yԭ��D
����
����
����2�M���z�y�ļ��g�l��
����2��1�_���ϙM��̽�y�Ŀ����Է���
������D2��ʾ�����Կ����������_�粿λ�M���z�y�����^�m�ˡ������γəM���������������~Ƭ�粿���ǛQ��,�����H�y����ĩ��(24/29)�~Ƭ��ĩ��(25/30)�~Ƭ���Ƿքe��36°��31°����D3,���γɵ�����Ǟ�54°��59°�������ڙM���γɵ������38°��80°������,�ɴ˴_������ǵ�Kֵ�քe��1.38��1.66���M��̽�y�Ƕȱ��^�m�С�
���� 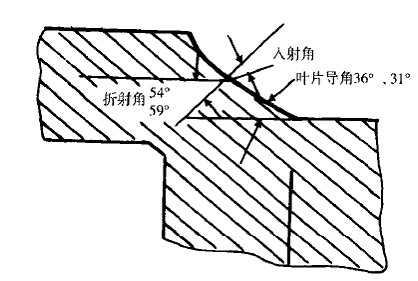
���� �D3�~Ƭ���Ǽ��M������Ƕ�ʾ��D
����2��2�M���z�y��c
�������~���Y���Ͽ�,�_���Ϸ���̽�^�����~��ˮƽ����¶�ߴ������,��̽�y���,�γɵęM�����Ը��w�������X,߀���Է�ֹ���沨�z�y�X������λ��ȱ������©�z��ȱ�c,����������ęM���Ƕ��m��,�z�y��ȱ�ݻز��ĸɔ_�^С,�z�y�x�������{��,ȱ��ֱ�^,�����^���Дࡣ
����2��3���ڵĆ��}
�������~���ĽY����,�������_��Ԟ鰼�ͻ���,���ʞ�R37.5,̽�^�c̽�y�治���������,�o�z�y�������㡣��̽�^��ĥ���ͻ���,һ�����y����,����̽�^��ĥ��,�׳��F�s��,�ɔ_�Ѽy�����R�e,Ӱ푙z�yЧ����
����2��4��ȡ�Ĵ�ʩ
����2��4��1̽�^���x��
������˷����ڵĆ��}����̽�^���x�]��������ǵ�Ӌ����Կ������M���z�y����Ҫ�������T��̽�^,���]̽�^�c̽�y��������,�����x��Ƭ�ߴ��^С��̽�^�����x��Ƭ�ߴ��6mm×8mm�����СЩ,Kֵ�x1.8(�Դ��ڷ����_����Kֵ)���M���p����ĥ�ߴ�,����ʹ̽�^��ĥ������,����������档���]��̽�^��һ���ĔUɢ�ǣ��ɷN�~������������һ�N̽�^���ɷN�~��̽�y������~���L���m��,�l�ʿ��x2.5��5MHz,̽�^ǰ�ؿɲ��迼�]��
����2��4��2�x����ԇ�K���x��
���������ȱ�ݙz���Ĝʴ_��,�x�Ô��ֳ���̽���x(����ԇ��x�Ýh��HS510�ͳ���̽���x)���Ա㾫�_�_��ȱ��λ�á�ԇ�K:CSK-��A�͡�CSK-��A�͡�ͬ����~��ԇ�K��
����
����3̽����ˇ�Ĵ_��
����3��1̽�^��ĥ��
�����xP5K1.8��Ƭ�ߴ�6mm×8mm��̽�^��ĥ���Ǽs��10°������������,����CSK2��A��ԇ�K�y��Kֵ��1.4��1.6���ɡ�
����3��2����������`���ȵ��{��
�����~��ԇ���ϣ����ϡ����T�ײ�λ���{�����������ݔ��M����3230m/s�����̌��H��ֵ���x�����������~���L���x��ײ����m��λ��(���_��̽�y����)��
����̽���`����,���������T�ײ�λ�˹��ӹ�2mm����۷��䲨80%��+2dB��߲��`����,��ײ�80%��-20dB��߲��`���ȡ�
����3��3̽�y���ж�
�������_�����õ����Ч��,�����S����τ����ߜy�~������������,���һ������Ƅ�̽�^,�����F���T�ز����ײ������T�ز������Ҿ����Ƅ�̽�^�r,���ξ�����F,�@ʾ���ϲ����x����׃�r,������������λ�á��������Ƅ�̽�^�r�l����׃,�ײ��ĸ��w,�����T�����ֳ��F�ز�,�Ԟ鮐����r,����ͨ�^���F���Č��yλ��,�����ȴ�С���ж�,≥6dB�r�Ђ���
����
����4�F������
������2̖�Cĩ��(25/30��),��ĩ��(24/29��)��Ӌ402Ƭ�~���M��̽�y,�l�F4Ƭ�~Ƭ���������@ȱ�ݻز���̖,��Ҫ������:ȱ�ݲ����T�ײ�����(һ��ȱ�ݲ��o�S�T�ײ���,���T��̎�Ѽyȱ��)�������T��̎���ѼyҲ�����Fȱ��λ�õĻز���̖,��ͨ�^����λ���R�e(��D4a,b)��߀����ͨ�^ȱ�ݲ�����С�ı��^,��λ�y�L,�y���Ѽy�L�ȡ���D4c,d��ʾ,���~�����X�Ȃ�3mm�L�Ѽy�ز�,ȱ�ݲ��o���S�T�ײ�,�������@,�����ֱ��Ђ���4Ƭ�~�����z���ˆT�γ���,�c̽�y�Y������,��ȫ���ϡ�
����
����5�YՓ
���������~���M���z�y,���Կ˷����沨�z�y����С������©�z���`�е�ȱ�c,��ȱ�ݲ�ֱ�^�����@,���������~���z�y�Ĝʴ_�ԡ��ɿ��ԡ����в������Ρ��z�yЧ�ʸߵȃ��c,���`�C����һ�N�������~���Ѽy�z�y�����빤ˇ��
����
���������īI:
����[1]�Ї��Cе�����W���o�p�z�y�W��.����̽��[M].����:�Cе���I������,1998��
����
�����}��ij늏S��݆�C�~Ƭ�Ѽy�ij����M���z�y
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/ligong/dianli/1782.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:105
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
����Փ�ķ���
�����OӋՓ�� ����Ҏ��Փ�� �V�IՓ�� �C�һ�w��Փ�� ���bՓ�� ��ͨ�\ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅӻ�Փ�� ܇�vՓ�� ұ��Փ�� ���I�OӋՓ�� �CеՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^