�\Մ���F܇�v��䓾W(w��ng)�ܹ����|(zh��)�����C��ʩ
���ٙ�Ŀ��܇�vՓ�� �l(f��)�����ڣ�2012-11-16 09:47 ��ȣ�
����ժҪ��䓾W(w��ng)������ʩ�����ڶ̡������p���������ܺá��h(hu��n)����Ⱦ�ٵȾC�σ�(y��u)��(sh��)���ڵ��F܇�v��(n��i)�z�����S�����\(y��n)�Î�(k��)������܇��(k��)�ȴ��Ȇ��w�����еõ��V���đ�(y��ng)�á����Ľ�B��䓾W(w��ng)��ʩ����ˇ���̣���(du��)܇�v��䓾W(w��ng)�ܹ����ڹ��S�����ӹ������b�^(gu��)���|(zh��)�����C��ʩ�M(j��n)����̽ӑ��
�����P(gu��n)�I�~��䓾W(w��ng)��,��ˇ����,�|(zh��)��
����0.ǰ��
�������F܇�v����܇�v��ͣ�š��z�����B(y��ng)�ľC���ԾS���أ���(d��n)ؓ(f��)������ˇ�O(sh��)��ľS�ޡ��z�y(c��)������������ͬ�r(sh��)�鹤���ˆT�ṩ�k���������(ch��ng)������Ҫ�����C���k���ǡ��\(y��n)�Î�(k��)���z�ގ�(k��)�����Ͽ���(k��)����������׃����Լ�����һЩ�o���÷���
�������У�䓾W(w��ng)������ʩ�����ڶ̡������p���������ܺá��h(hu��n)����Ⱦ�ٵȾC�σ�(y��u)��(sh��)���ڵ��F܇�v��(n��i)�z�����S�����\(y��n)�Î�(k��)������܇��(k��)�ȴ��Ȇ��w�����еõ��V���đ�(y��ng)�á��W(w��ng)������һ���۰�֬����壬��̼��֬���y�ɹ⎧��
����1.䓾W(w��ng)��ʩ����ˇ����
�����W(w��ng)�ܡ�������p䓽Y(ji��)��(g��u)���_�l������������һ���ڹ��S�M(j��n)�мӹ������оW(w��ng)���㲿��ɢ���ӹ����\(y��n)�����ؽM�b������������ڹ��S��(n��i)�Ƴɳ�Ʒ�ľ۰�������\(y��n)���F(xi��n)��(ch��ng)�M(j��n)�а��b���ɹⲣ���ڹ��S�M(j��n)��ɢ���ӹ����A(y��)ƴ�b���ذ��b�����wʩ����ˇ���̈DҊ�D1��
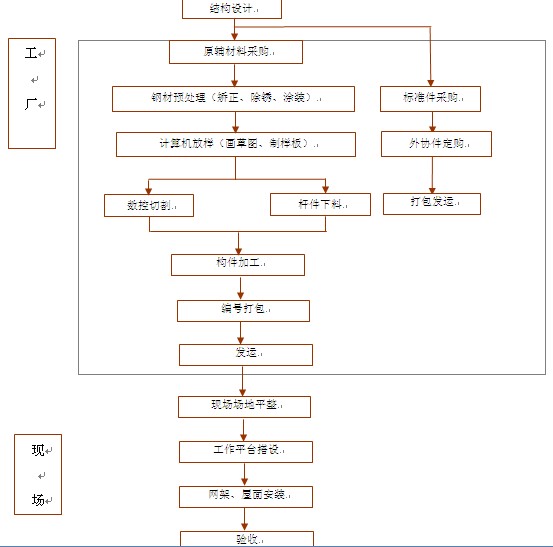
�����D1 ʩ����ˇ���̈D
����2.���S�����ӹ��ęz�(y��n)�|(zh��)�����C��ʩ
����(1)�㲿�������ӹ��ęz�(y��n)�^(gu��)��
����䓾W(w��ng)���������㲿����Ҫ����˨�U������塢�F�^����Ͳ��֧����֧�еȣ�������/�z�(y��n)�^(gu��)�����£�
��������˨��
������45#�A䓽�(j��ng)ģ�→��ˇ�ӹ�→��̖(h��o)→���U���җU�ݿӹ�→Ϳ�b→���b������Ҫ�z�y(c��)�����У�
�����^(gu��)�����Ѽy���÷Ŵ��R�ʹŷۿ��z�(y��n)��
������˨�|(zh��)������(y��ng)�_(d��)��6H��(j��)�����Ø�(bi��o)��(zh��n)�ݼyҎ(gu��)�z�(y��n)��
�����ݼy��(qi��ng)�ȼ���˨��(qi��ng)�ȣ����øߏ�(qi��ng)��˨���������ԇ�(y��n)�C(j��)�z�(y��n)����600ֻ��һ����ÿ��ȡ3ֻ��
�������Sƫ���(xi��ng)Ŀ�ęz��Ҋ�±���

���������(xi��ng)Ŀ����(qi��ng)��ԇ�(y��n)�����ȫ�z,��˨������FͰ���F����b��
�����ڗU����
�����U����䓹ܡ������F�^���ߏ�(qi��ng)��˨�M�ɣ�����Ҫ��ˇ�^(gu��)���У�䓹������¿ڲ���̖(h��o)→䓹��c�����F�^���ߏ�(qi��ng)��˨���ײ��c(di��n)��→ȫ�Ԅ�(d��ng)����Ԅ�(d��ng)������̼?x��)��w���o(h��)����(2��(j��)���p)→������P(Sa2.5��(j��))→Ϳ�b→���b���U������Ҫ�z�(y��n)�����У�
�����U�����¿ڼ��¿ں�U�����L(zh��ng)�ȣ�Ҫ���_(d��)��±1mm��
������̖(h��o)�����p�|(zh��)�������p�|(zh��)�����ó���̽�������30%��
�������p�ď�(qi��ng)���Ɖ���ԇ�(y��n),��������ԇ�(y��n)�C(j��),��Ӕ�(sh��)����300����һ��,ÿ�����3����
�������P�|(zh��)��:��(y��ng)�_(d��)��Sa2.5��(j��),�Ӱ��cĿҕ�z�顣
����Ϳ�b�|(zh��)�������Ü؝��Ӌ(j��)���Ʋ��y(c��)��x�z�飬�ضȞ����5�棬��Ȟ�С��80%����Ȟ�ÿ��25μm±5��
�����۷�塢�F�^����Ͳ
������塢�F�^����Ͳ����C(j��)�ӹ��㲿��������Ҫ�^(gu��)��呉�→���ټӹ�����Ҫ�z�(y��n)���Ƶă�(n��i)���У�
�����^(gu��)�����Ѽy������Ƥ�����^ȱ�ݣ��÷Ŵ��R�Ȳ���10%��(sh��)����顣
������Ͳ��5‰�������dԇ�(y��n)�������F�^�c�U������M(j��n)�Џ�(qi��ng)��(����)ԇ�(y��n)��
�������Sƫ���(xi��ng)Ŀ�ęz�(y��n)
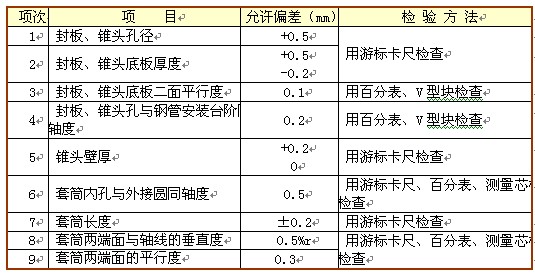
������塢�F�^���c�U�����Ӻ��S�U�����b��������Ͳ�t�����FͰ�ܷ���b��
������֧����֧�мӹ�
����֧����֧�ж���������ꮅ�Ļ��A(ch��)�M(j��n)�������ӹ�������Ҫ�^(gu��)�� �ǣ�䓰��и�→䓰��g�������мܺ���→�c��→����̎��→���b����z�(y��n)����Ҫ��(n��i)���У�
����䓰��g�ĺ��ӣ�����Ǻ��p����(y��ng)�_(d��)��3��(j��)���Ϻ��p�|(zh��)�������p�߶ȑ�(y��ng)�M���O(sh��)Ӌ(j��)��Ҏ(gu��)��Ҫ��
�����c��ĺ��ӣ�����E50ϵ�к��l��CO2���Ԅ�(d��ng)�Ᵽ���������|(zh��)����(y��ng)�_(d��)��3��(j��)���ϣ��߶ȱ�횝M���O(sh��)Ӌ(j��)Ҫ��
��������֧�а��ƽ���ȑ�(y��ng)������3mm��
�����������c֧��������ƫ�Ƒ�(y��ng)������±3mm��
����֧����֧���������b��
����(2)�ӹ��^(gu��)���|(zh��)�����C��ʩ
�������S�|(zh��)�ܲ��T��(y��ng)�߶���ҕ���̵��|(zh��)�������͙z�(y��n)����,��������Ҫ�����c(di��n)��ӹ��D�����ϼ���(ji��)�c(di��n)ԇ�(y��n)���U���ӹ���̥�ܽM�b��ƴ�ӡ�늺����M(j��n)�Ї�(y��n)����ƣ�����δ��(j��ng)�z�(y��n)�ϸ��D(zhu��n)��ͬ�r(sh��)��(du��)�P(gu��n)�I��λ����(qi��ng)�z�y(c��)�ˆT�����_؟(z��)��
�������S��(n��i)�z�y(c��)�ˆT���w؟(z��)��
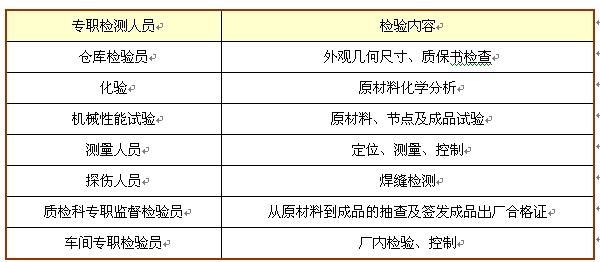
����ͬ�r(sh��)���z�(y��n)������횰��z�(y��n)Ҏ(gu��)�̈�(zh��)�У������ӹ��r(sh��)��(y��ng)���������ˆT�ԙz�����z�(y��n)�ˆT���z���O(ji��n)���z�(y��n)�ˆTѲ�z��δ��(j��ng)�z�(y��n)�ϸ��D(zhu��n)��(du��)Ҏ(gu��)���ĺ��p����(ji��)�c(di��n)��Ҏ(gu��)���M(j��n)��̽���z�(y��n)���Ɖ���ԇ�(y��n)����Ҫ������ԇ�(y��n)����(du��)���ϼ��ӹ��㲿���ØӰ塢䓾��ߡ�ֱ�ߡ��Θ�(bi��o)���ߵșz�(y��n)������Ҫ�^(gu��)�̙z�(y��n)��(n��i)�ݺ͙z�(y��n)�ֶ����£�
������䓰����ϣ���Ҫ�z����γߴ硢�Π�λ�á��и���ȣ���Ҫ����䓾��ߡ��Ӱ塢�Θ�(bi��o)���ߡ�ֱ�ߡ��dzߵșz�(y��n)���z�(y��n)�����Ͼ�̖(h��o)��(bi��o)�R(sh��)��
�����ھW(w��ng)�ܽM�b�����Ì���̥ģ���ƣ���Ҫ�z�鸹�塢��������������Π���^���L(zh��ng)�ȡ����ȡ����ʡ��ʿڡ����p�����w�A(y��)ƴ�b�r(sh��)���ý�(j��ng)���x��ȫվ�x�y(c��)�����ơ�
�����ۗU���ӹ�����Ҫ�z�����L(zh��ng)�ȡ����^�����ʡ��ʿڣ�����ֱ�ߡ�ƽ�塢�Ӱ塢�Ƕȳߡ�䓾��ߵșz�(y��n)���z�(y��n)���M(j��n)�о�̖(h��o)��(bi��o)�R(sh��)��
��������˨����Ҫ�z����|(zh��)���γߴ硢�Ƕȡ��ݼy�|(zh��)������̖(h��o)�ȣ����ýǶȳߡ��ݼyҎ(gu��)��Ϳ��(bi��o)���ߵȜy(c��)����
������늺�����(y��n)���ӹ�ˇ�ļ���(zh��)�У���늺��^(gu��)���������z�(y��n)�T��̽���ˆT���x������(y��n)��(bi��o)��(zh��n)Ҫ��(�h(hu��n)��������(sh��)���|(zh��)����(bi��o)��(zh��n)���z�(y��n)Ҫ��̓�(n��i)��)�M(j��n)�Ї�(y��n)����ơ�
������ԇ�(y��n)����(ji��)�c(di��n)�����p�ȱ�Ҫ��ԇ�(y��n)(�����Ɖ���ԇ�(y��n)����(y��n)��(bi��o)��(zh��n)Ҫ��ȡ�Ӻ͙z�y(c��)��
�����߳��P��Ϳ�b����Ҫ�z����P�ȼ�(j��)������������Ϳ�b�|(zh��)�������ó��P�Ӱ塢Ŀ�y(c��)������y(c��)��x�șz�飬�_���M��Ҏ(gu��)��Ҫ��
����3.���b�^(gu��)���|(zh��)�����C��ʩ
��������(j��)ʩ���(y��n)��Ҏ(gu��)�������P(gu��n)�����|(zh��)���ľ��w�������ڬF(xi��n)��(ch��ng)���b���y(c��)������Ʒ���o(h��)���c�|(zh��)�����P(gu��n)�ĸ���(g��)���棬�����|(zh��)�����C�C(j��)��(g��u)���γ�һ��(g��)���w���(xi��ng)Ŀ�|(zh��)�����ƾW(w��ng)�j(lu��)��ʹ�����|(zh��)��̎����Ч�ıO(ji��n)���Ϳ��Ơ�B(t��i)��
����(1)�F(xi��n)��(ch��ng)���b�|(zh��)�����Ƶ�һ���ʩ
����——��(y��u)��ʩ�������ͺ�������ʩ����������ÿ��������|(zh��)����(bi��o)��(zh��n)��ʩ�����g(sh��)�����������ÈD������ͼ��g(sh��)��Ӗ(x��n)������
����——��(y��n)������M(j��n)��(ch��ng)ԭ���ϵ��|(zh��)������(y��n)�����ϸ�������ڹ��̡�
����——�������ʩ���C(j��)е�����þS�ޱ��B(y��ng)������ʹ�C(j��)е̎�����õĹ�����B(t��i)��
����——��(ji��n)���|(zh��)���z���c�(y��n)���ƶȣ���(du��)���|(zh��)�����ײ���(d��ng)�����a(ch��n)���|(zh��)��ͨ�����|(zh��)��Ӱ푱��^��IJ�λ�ͭh(hu��n)��(ji��)�ӏ�(qi��ng)�A(y��)�z�����g�z�ͼ��g(sh��)��(f��)�˹������Ա��C�����|(zh��)����
����——���r(sh��)��(zh��n)�_���ռ��|(zh��)�����C�Y�ϣ�ʹ����Y�ϵ�������ʩ���M(j��n)��ͬ�����������ļ��w�n������
���������|(zh��)���A(y��)�ط������|(zh��)����������ȫ�º�z���D(zhu��n)׃?y��u)���ǰ���ƹ������أ��_(d��)��“�A(y��)�؞���”��
����(2)�y(c��)���|(zh��)������
�����y(c��)��?j��)x����(y��ng)�����M(j��n)�Йz�(y��n)У�����_���x������Ч�ڃ�(n��i)ʹ�á�
�����_���y(c��)���ˆT���C�ύ���
�����������c(di��n)��(y��ng)�ֲ��������������M(j��n)�Џ�(f��)�y(c��)���Դ_�������c(di��n)�ľ��ȡ�
��������(j��)ʩ���^(q��)�ĵ��|(zh��)��r��ͨҕ��r��(du��)�y(c��)�������M(j��n)�Ѓ�(y��u)�������M�������l���^�õ���r���M(j��n)�Мy(c��)����
����(3)��Ʒ���o(h��)�Č�(sh��)ʩ��ʩ
��������ʩ���^(gu��)����,�������\(y��n)ݔ�����b��ƴ�b�����ƶ�Ԕ��(x��)�İ��Ʒ����Ʒ���o(h��)��ʩ����ֹ�ݼ�׃�μ����������Ɖĵȡ�
������ֹ׃�Σ���(g��u)�����\(y��n)ݔ���ѷ��^(gu��)���Б�(y��ng)�O(sh��)Ӌ(j��)����̥�ܡ��D(zhu��n)�\(y��n)�͵��b�r(sh��)���c(di��n)���ѷŕr(sh��)�R���c(di��n)���O(sh��)�����ͨ�^(gu��)Ӌ(j��)��_����
�����\(y��n)ݔ���D(zhu��n)�\(y��n)���ѷš�ƴ�b�����b�^(gu��)���Б�(y��ng)��ֹ��ײ���_�����a(ch��n)���ֲ�׃�Σ�Ӱ푘�(g��u)���|(zh��)����
������ֹ�S����ʩ���^(gu��)���У��������������茦(du��)��(g��u)���M(j��n)�и�r(sh��)��������ԭ���������(j��ng)�(y��n)��M�㲢��(j��ng)����(zh��n)�Ɍ�(sh��)ʩ��
������ֹ�����Ɖģ����И�(g��u)�����\(y��n)ݔ���D(zhu��n)�\(y��n)���ѷš�ƴ�b�����b�^(gu��)���У������p��(d��ng)�����R���c(di��n)�������c(di��n)�����ܛ�|��
�����W(w��ng)�ܰ��b��ɺ�늄�(w��)���C(j��)늼��O(sh��)�䰲�b�ȹ����ڴ���ʩ���Б�(y��ng)�eע�⽻��ʩ����λ�ı��o(h��)�������S���ô�U�����F(xi��n)��(ch��ng)��ֹ�S���(d��ng)��
����(bi��o)�}���\Մ���F܇�v��䓾W(w��ng)�ܹ����|(zh��)�����C��ʩ
�D(zhu��n)�dՈ(q��ng)ע����(l��i)�ԣ�http://www.optiwork.cn/fblw/ligong/cheliang/14046.html
���P(gu��n)��(w��n)�}���
�zӰˇ�g(sh��)�I(l��ng)��AHCI�ڿ����]��Phot...�P(gu��n)ע:106
Nature���¶��W(xu��)���ӿ�Nature Com...�P(gu��n)ע:152
��С�W(xu��)�̎�ֵ���˽⣬�@Щ�����W(xu��)...�P(gu��n)ע:47
2025�ꌑ����W(xu��)Փ�Ŀ����õ�19��(g��)...�P(gu��n)ע:192
�y(c��)�L�I(l��ng)��Ƽ������ڿ��x�� �p����...�P(gu��n)ע:64
���r(sh��)�_Փ�ęz���C������Ҫ�P(gu��n)ע:52
�Ї�(gu��)ˮ�a(ch��n)�ƌW(xu��)�ڿ��Ǻ����ڿ����P(gu��n)ע:54
��(gu��)�H������Ҫ�˽�Ć�(w��n)�}����P(gu��n)ע:58
���������ܷ��u(p��ng)�Q���P(gu��n)ע:48
��ŌW(xu��)����Щ��Ͷ���SCI�ڿ���ֵ...�P(gu��n)ע:66
ͨ�Ź����ИI(y��)Փ���x�}�P(gu��n)ע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�P(gu��n)ע:121
�u(p��ng)�Q�l(f��)Փ�ĺ�߀�dz������P(gu��n)ע:68
��(f��)ӡ��(b��o)���Y����Ҫ�D(zhu��n)�d��(l��i)Դ�ڿ���...�P(gu��n)ע:51
Ӣ���ڿ����峣Ҋ��Փ�Ġ�B(t��i)����...�P(gu��n)ע:69
Web of Science ���ĺϼ��ڿ��u(p��ng)��...�P(gu��n)ע:59
����Փ�ķ���
�����O(sh��)Ӌ(j��)Փ�� ����Ҏ(gu��)��Փ�� �V�I(y��)Փ�� �C(j��)�һ�w��Փ�� ���bՓ�� ��ͨ�\(y��n)ݔՓ�� ����Փ�� ���Փ�� ˮ��Փ�� �Ԅ�(d��ng)��Փ�� ܇�vՓ�� ұ��Փ�� ���I(y��)�O(sh��)Ӌ(j��)Փ�� �C(j��)еՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^(q��)
- MEAT SCIENCE�ڿ������п�Ժ�օ^(q��)
- MECCANICA�п�Ժ�ׅ^(q��)
- MECHANICAL ENGINEERING�п�Ժ�օ^(q��)
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^(q��)
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^(q��)
- Mechanics of Solids�п�Ժ�օ^(q��)
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^(q��)
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^(q��)
- MECHATRONICS�s־���п�Ժ�ׅ^(q��)