�����ٶȌ�CO2�����۸������|����Ӱ��о�
���ٙ�Ŀ����늼��gՓ�� �l�����ڣ�2011-01-01 13:37 ��ȣ�
����ժҪ���о�����������ˇ������׃�ėl���£������ٶȌ�CO2�����۸����κ��^��ò��Ӱ푡����Y���������S�������ٶȵ������۸��Ӹ߶Ⱥ͌��Ⱦ��pС���Π�ϵ�����w�ʬF�����L��څ�ݣ������Ǻ��εČ����Pϵ��
�����P�I�~��CO2���⣻�����ٶȣ������۸����Σ����^��ò
����1����
�����S��CO2�����۸����g�Ϳ��ٳ��μ��g�İlչ���Y�σɷN���g�ă��ݶ��a����CO2�����۸����μ��g�����������Ըߺ����a���ڶ̵ȃ��c���ܵ����W�g��������I�ďV���Pע[1-4]��CO2�����۸����μ��gҲ�Q������ֱ�����취(Directlaserfabrication,DLF)���c���y�������ӹ���ˇ�෴���䲻��ͨ�^ȥ�����ϣ�����ͨ�^���Ӳ��ϵĹ�ˇ��ʽ��������IJ��Ϻ��������D1��ʾ��
����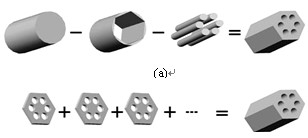
�����D1DLF���g�c���y��ˇ����˼��ı��^
����(a)���y������ȡȥ������(b)DLF���g�����xɢ/�B�ӷ�����
����
����ͨ�^��DLF���g��������˼��ķ��������y�����ε��ΌӼ����۸���ˇ��DLF���g�Ļ��A���ε��ΌӼ����۸���ˇ�ĺÉ�ֱ��Ӱ��۸����ε��|������ˌ��ε��ΌӼ����۸���ˇ�M���о�ʮ�ֱ�Ҫ�������о��˒����ٶȌ��ε��ΌӼ����۸����^��ò��Ӱ푡��D2�o���ˆε��ΌӼ����۸��әM�������òʾ��D[5]���D��A1���۸��ӣ�A2��ϡጅ^��HAZ�ǟ�Ӱ푅^���ĈD�п��Կ�����ӳ�۸��әM����ߴ������ą�����Ҫ�У��۸��ӌ���W���۸��Ӹ߶�H�����w�ۻ����h�ͽ��|��θ�ȡ�
����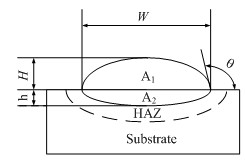
�����D2�ε������۸��ӎ��Π�ʾ��D[5]
�������Î�ԭ�������Ƴ�θ�cH��W�ĺ����Pϵʽ���£�
����(4-1)
������ˣ������ٶȌ������Π�ͳߴ����c��Ӱ푿��Բ���W��H���Π�ϵ��η(W/H)�����Π���S�����ٶȵ�׃����������
����2�����Ϻͷ���
�����������CO2�����۸�����ϵ�y���ɼ���ʡ�����о��������_�l���ɵ����M����ϵ�y������Ҫ��5kWCO2�����������S�Ӽ���ӹ����ؙC����ͬ�S�ͷ�ϵ�y�M�ɡ�
��������x�I�ϑ��ÏV����Q235䓰����w���ϣ����x���w���ϰ���5mm���þ��и�ӹ��ɳߴ��90mm×50mm�ľ��ΉK�����ǰ��ɰ������������Ƥȥ�����þƾ����øɃ����xȡ���ȷքe��99.5%��99.3%��99.5%��Ni��Ti��C�ۣ���ɺ��ϙC�Ƴ�Ni�w�e�֔���90%��Ni��Ti��C��Ϸ�ĩ��Ti/Cԭ�ӱȞ�1�������۸���ĩ������з���ͻ��w�ľ��x��8mm����ߴ�СD��3.5mm×3.5mm�������P��2200W�������ٶ�V�քe��200mm/min��250mm/min��300mm/min��350mm/min��400mm/min��450mm/min��500mm/min���d����Rg��200L/h���ͷ���Rp��5g/min���ͷ��d�⼰���o���w����Ar�⣬�Ƃ���۸����L�Ȟ�30mm����Ʒ�����и���Ƴɽ���ԇ�ӣ��Ò�����R���x���@�R�^�졣
����3���Y���ͷ���
�����D3��ʾ�鲻ͬ�����ٶ�V�Ćε��۸��ӽ�����ò���ĈD�п��Կ���������ˇ������׃�ėl���£�V���ӣ�H׃��ʮ�����@���@������V�����ӣ���ĩ��Ч�����ʽ��ͺ͆�λ�r�g��ݔ����w��������������ɵġ������ֵ�[6]�����A����[7]�քe��Ni���ߜغϽ�ij��κ�TiAl�Ͻ��۸��аl�F�����Ƶ�Ҏ�ɡ���ϲ�����P����[8]����Ч�ͷ��ʺ͌��H�ͷ��ʵĸ��������@һ�F��
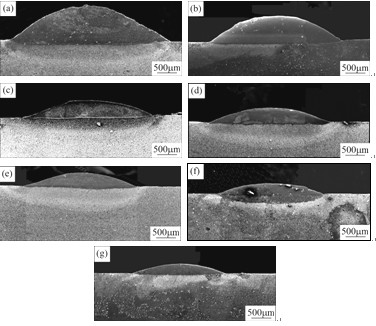
�����D3(a)-(g)��ͬ�����ٶ�V�Ćε��۸��ӽ�����ò
����(P=2200W��D=3.5mm×3.5mm��Rg=200L/h��Rp=5g/min)
����(a)200mm/min(b)250mm/min(c)300mm/min(d)350mm/min(e)400mm/min
����(f)450mm/min(g)500mm/min
����
�����D4�鲻ͬ�����ٶ�V���Π����Ӱ�Ҏ�ɡ��ĈD�п��Կ�����V���ӕrH��W���pС��η���w�ʬF���Lڅ�ݣ�����V����350mm/min�rη���F��Ҏ��׃����������������׃�ėl���£�H��W�S�����ٶ�V�����Ӿ��pС���@�N�F����Խ�ጞ飺һ���棬�������ٶȵ���u���ӕr��ʹ���۸��^���Ќ����w�ͷ�ĩ�ļӟ�r�g�s�̣�����λ�r�g��ݔ��������p���ˣ��@�������Ч��ߵĜpС���۳�׃խ����ĩ�����ʜpС����һ���棬�������ٶ����ӕr���mȻ�ͷ��ʛ]�и�׃������λ�L�ȵĻ��w������e�ķ�ĩ���s�p����(����Ч�ͷ��ʜp����)�����@�ɷ������صľC�������£�ʹ���۸��ӵ�W��H���F�˾��pС�Ġ�B���Π�ϵ��η���w�ʬF���L��څ�ݣ���ʾ��������������׃�ėl���£��S�������ٶȵ����ӣ��۸��Ӹ߶ȜpС��څ�ݴ����۸��ӌ��ȜpС��څ�ݣ��ĈD3��Ҳ�������@�Ŀ����۸��ӵĸ߶�׃�����۸��ӌ��ȵ�׃���������@��
����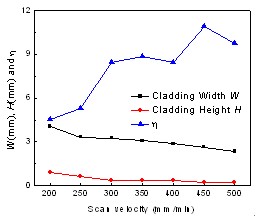
�����D4�����ٶ�V���Π����Ӱ�Ҏ��
����(P=2200W��D=3.5mm×3.5mm��Rg=200L/h��Rp=5g/min
����4�YՓ
������1��������������׃�ėl���£��S�������ٶȵ������۸��ӌ���W�߶�H������u�pСڅ�ݣ��Π�ϵ��η���w�ʬF�����L��
������2���Π�ϵ��η���w�ʬF���L��څ�ݣ���ʾ��������������׃�ėl���£��S�������ٶȵ����ӣ��۸��Ӹ߶ȜpС��څ�ݴ����۸��ӌ��ȜpС��څ�ݡ�
���������īI
����[1] �P����,����ӹ���ˇ�փ�,�Ї�Ӌ��������,1998(��һ��),279-283.
����[2] ������,���½�,�����۸����ٳ������ܽ��������ԇ��о�,���ٟ�̎��,2003,28(2),33-38.
����[3] ���㲨,���A��,��ˇ������TiAl�Ͻ��۸��ͺ�Ϳ�ӵ�Ӱ�,���⼼�g,2006,30(1),67-69.
����[4] ��ϲ��,�P����,�ͷ�ʽ�����۸��@������۸��ӵı�Ҫ�l���O��Ӱ�����,�Ї�����,1995,(26)5,470-476.
�����}�������ٶȌ�CO2�����۸������|����Ӱ��о�
�D�dՈע�����ԣ�http://www.optiwork.cn/fblw/dianxin/guangdian/6202.html
���P���}���
�zӰˇ�g�I��AHCI�ڿ����]��Phot...�Pע:106
Nature���¶��W���ӿ�Nature Com...�Pע:152
��С�W�̎�ֵ���˽⣬�@Щ�����W...�Pע:47
2025�ꌑ����WՓ�Ŀ����õ�19��...�Pע:192
�y�L�I��Ƽ������ڿ��x�� �p����...�Pע:64
���r�_Փ�ęz���C������Ҫ�Pע:52
�Ї�ˮ�a�ƌW�ڿ��Ǻ����ڿ����Pע:54
���H������Ҫ�˽�Ć��}����Pע:58
���������ܷ��u�Q���Pע:48
��ŌW����Щ��Ͷ���SCI�ڿ���ֵ...�Pע:66
ͨ�Ź����ИIՓ���x�}�Pע:73
SCIE��ESCI��SSCI��AHCI�ڿ�Ŀ�...�Pע:121
�u�Q�lՓ�ĺ�߀�dz������Pע:68
��ӡ���Y����Ҫ�D�d��Դ�ڿ���...�Pע:51
�����ϢՓ�ķ���
���ܿƌW���gՓ�� �V���ҕՓ�� ��늼��gՓ�� Ӌ��C��Ϣ����Փ�� Ӌ��C�W�jՓ�� Ӌ��C����Փ�� ͨ��Փ�� ��Ϣ��ȫՓ�� ��ӑ���Փ�� ��Ӽ��gՓ�� �����t�W����Փ�� ܛ���_�lՓ��

SCI�ڿ�����
- MEASUREMENT SCIENCE and TECHNOLOGY�п�Ժ�օ^
- MEAT SCIENCE�ڿ������п�Ժ�օ^
- MECCANICA�п�Ժ�ׅ^
- MECHANICAL ENGINEERING�п�Ժ�օ^
- MECHANICAL SYSTEMS AND SIGNAL PROCESSING�ڿ������п�Ժ�օ^
- MECHANICS OF MATERIALS�ڿ������п�Ժ�օ^
- Mechanics of Solids�п�Ժ�օ^
- MECHANICS OF TIME-DEPENDENT MATERIALS�ڿ������п�Ժ�օ^
- MECHANISM AND MACHINE THEORY�п�Ժ�ׅ^
- MECHATRONICS�s־���п�Ժ�ׅ^